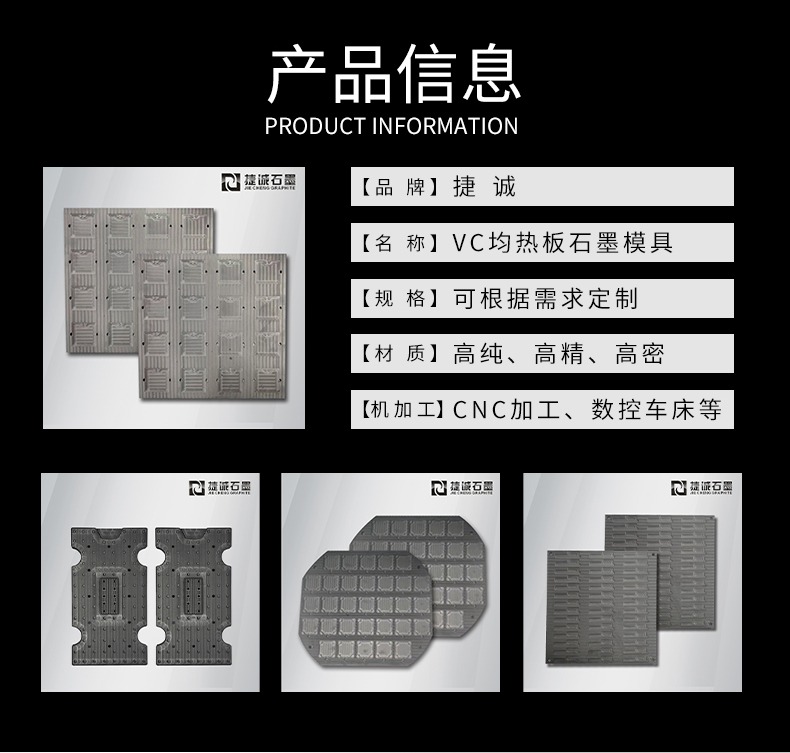

超薄VC石墨治具加工厂 抗氧化均热板石墨模具 进口石墨工装夹具 均温板石墨治具定制

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解





-
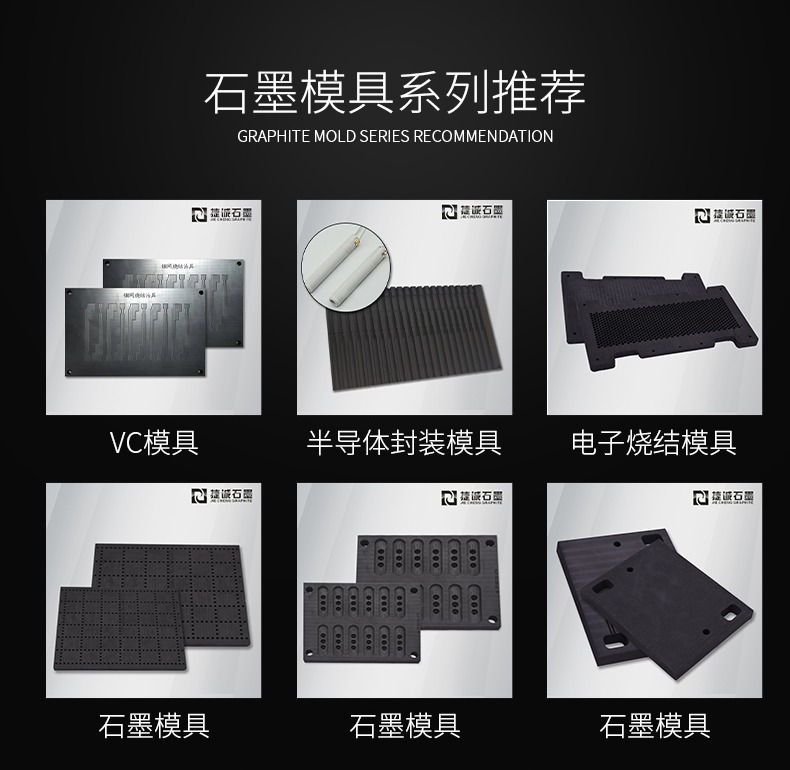
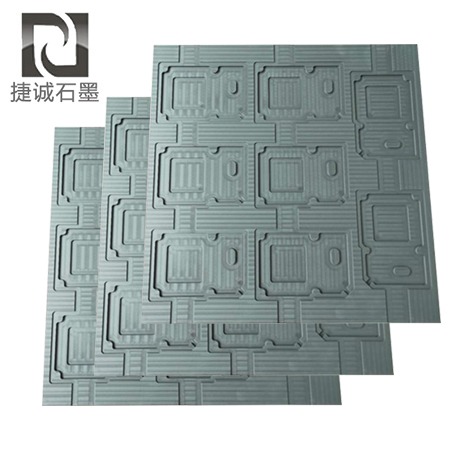
 二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家 -
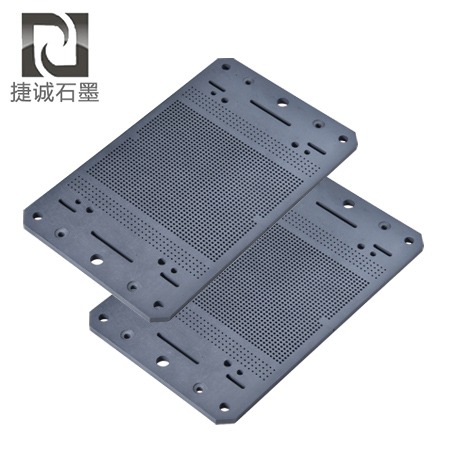
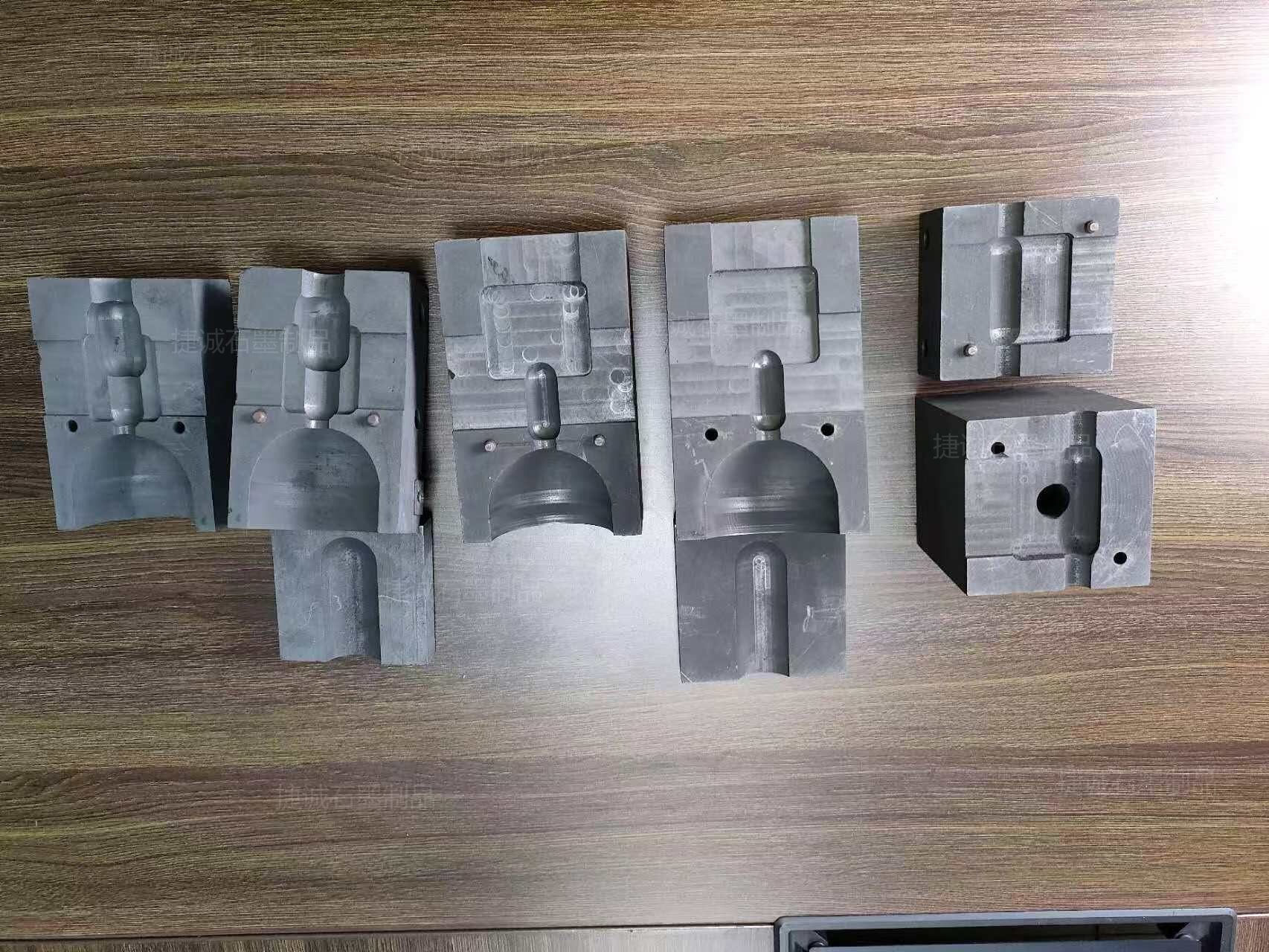
 精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家
精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家 -
 铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块
铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块 -
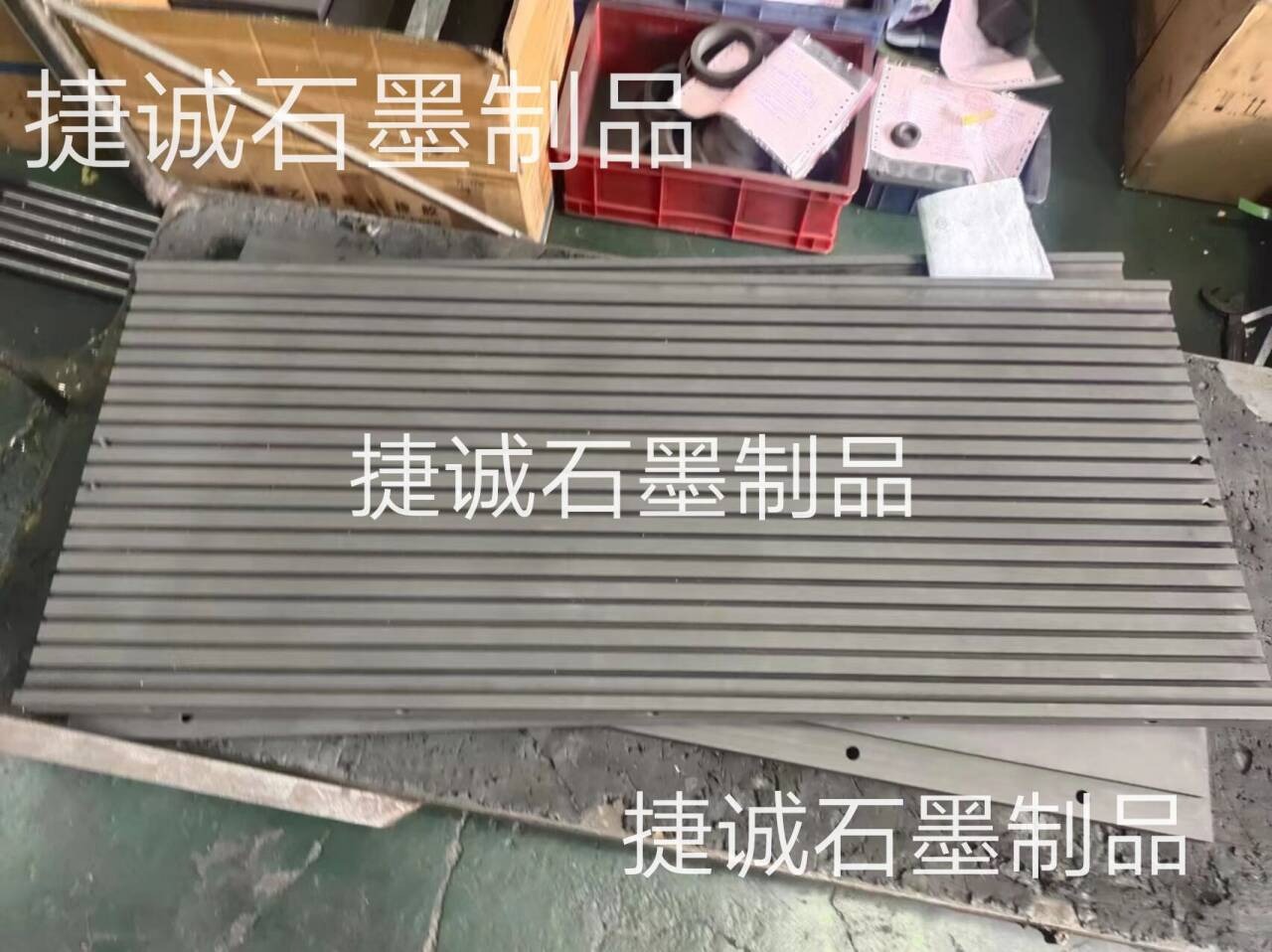
 石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家
石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家 -
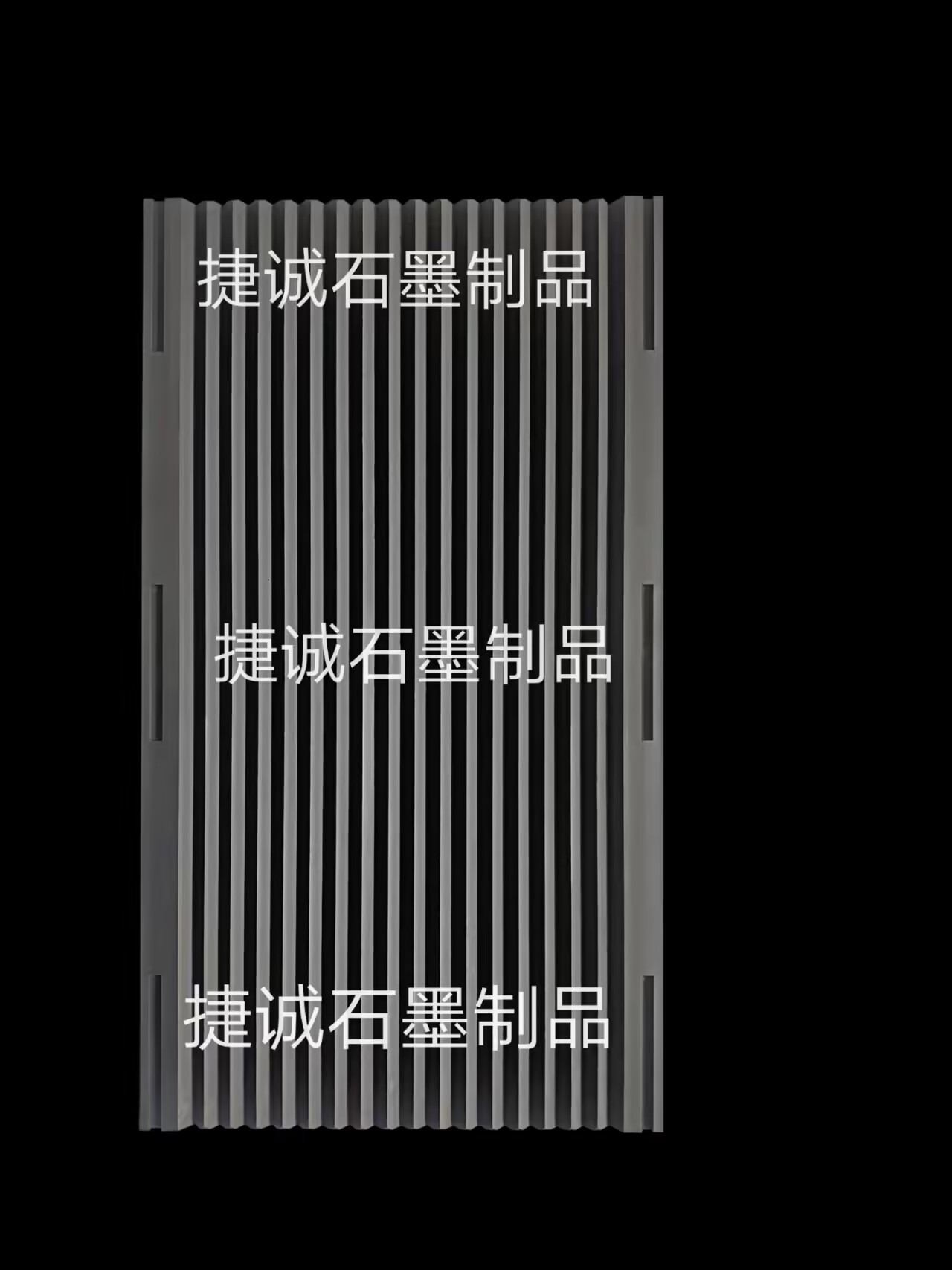
 石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家
石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价
高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价 -
软连接石墨块,软连接石墨电极,铜箔软连接石墨治具,焊接成型石墨电极,铜箔软连接石墨治具,软连接石墨块生产厂家,抗氧化石墨块
-
软连接焊机石墨块,软连接石墨块,高分子扩散焊石墨块,石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块生产厂家
-
 防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
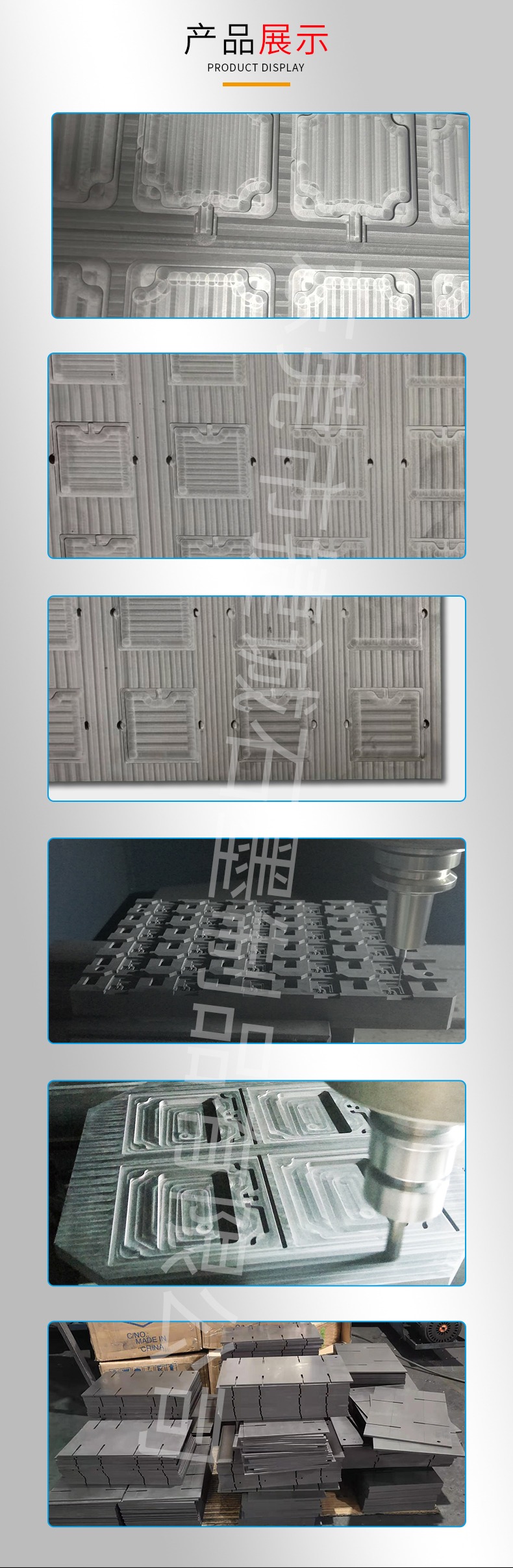
小编为你介绍石墨模具加工工艺的主要零件。让我们来看看细节吧!
1.研磨:
工件的平面磨削和内外磨削必须用高速旋转的砂轮来完成。
2、线切割操作:
在粉末冶金石墨模具加工中,数控线切割机床主要用于加工凹模腔、内模孔或芯轴外表面以及模具冲压。热处理后,可以加工钢和硬质合金。加工后的表面粗糙度为0.02,加工精度一般为0.002。
工作原理:WEDM是利用WEDM电极、计算技术和电火花加工技术来实现各种复杂形状的模具加工。使用极细的金属丝(直径0.05-0.3)作为线切割的工作电极。金属丝安装在高速旋转的丝容器上,以每秒10米左右的线速度在丝架上来回移动。电线连接到高频电源的负极。切割工件与阳极连接,工作介质为煤油或乳化液。当电极与金属接触时,就会发生腐蚀。如果电极按规定方向移动,且移动速度适合工件间导线的腐蚀速度(即不短路到0),就可以达到切割目的。
3.硬质合金模具制造:
用硬质合金做阴模,可以大大提高模具的使用寿命,但由于硬质合金的可加工性差,通常直接加工成阴模,留一定的加工余量,再进入磨削。电疗。金刚石砂轮通常用于磨削碳化物。普通磨床使用金刚石砂轮时,砂轮的转动要平稳。安装砂轮锥度的径向跳动不得超过0.00毫米..当发现砂轮变形时,应立即修整砂轮。砂轮的进给量不要太大,一般0.02≤0.03mM,砂轮的速度要在15~25m/s之间(根据砂轮的直径,可以相应计算转数)。
石墨模具主要零件的加工技术
4.电火花加工制造:
主要用于加工石墨模具的异形腔体,特别是轴向梯形腔体的WEDM加工。WEDM只能用于加工芯轴和上、下模冲端面腔。
加工原理:金属电火花加工的原理是基于工件和电极之间脉冲放电的电腐蚀现象。加工后的负极管芯连接到电源的正极,加工后的电极连接到电源的负极。通电后,电容器被充电。当两极靠近到一定距离时,它们之间的介质(矿物油)就会被击中。通过电容器,储存在电容器中的能量在短时间内释放出来,在火花通道中瞬间产生大量热能,使工件表面的金属部分熔化汽化腐蚀,不断产生公园,不断腐蚀金属。一般来说,金属作为正极的腐蚀速度比负极快,所以负极模具是不断被腐蚀的,其空腔与电极的形状相似。