
防雷放热焊接石墨模具,防雷接地石墨治具,加热焊接石墨治具,加热焊石墨夹具,放热焊接石墨模具,放热焊石墨模具

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解





-
 二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家 -
 精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家
精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家 -
 铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块
铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块 -
 石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家
石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家 -
 石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家
石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价
高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价 -
软连接石墨块,软连接石墨电极,铜箔软连接石墨治具,焊接成型石墨电极,铜箔软连接石墨治具,软连接石墨块生产厂家,抗氧化石墨块
-
软连接焊机石墨块,软连接石墨块,高分子扩散焊石墨块,石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块生产厂家
-
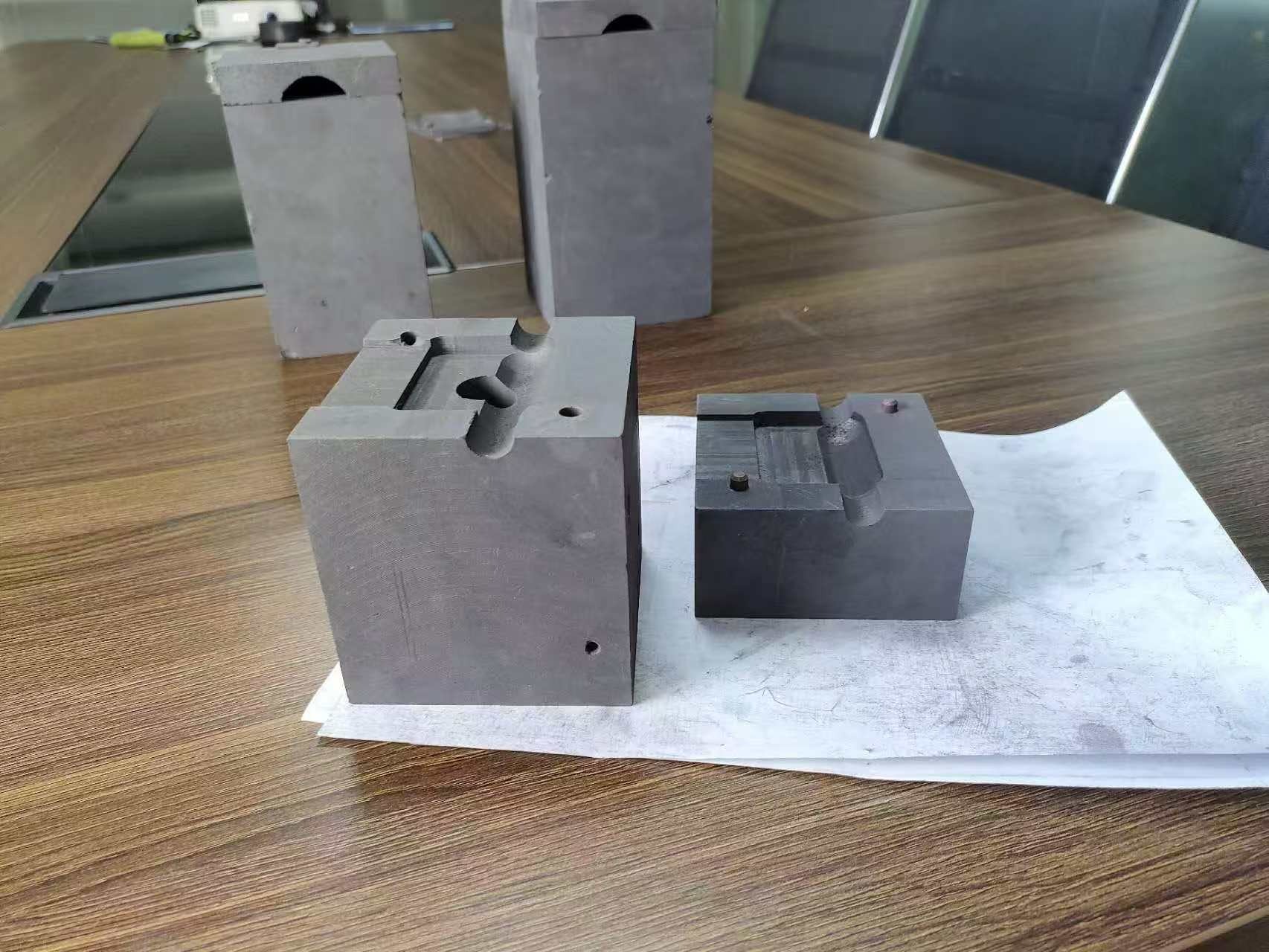
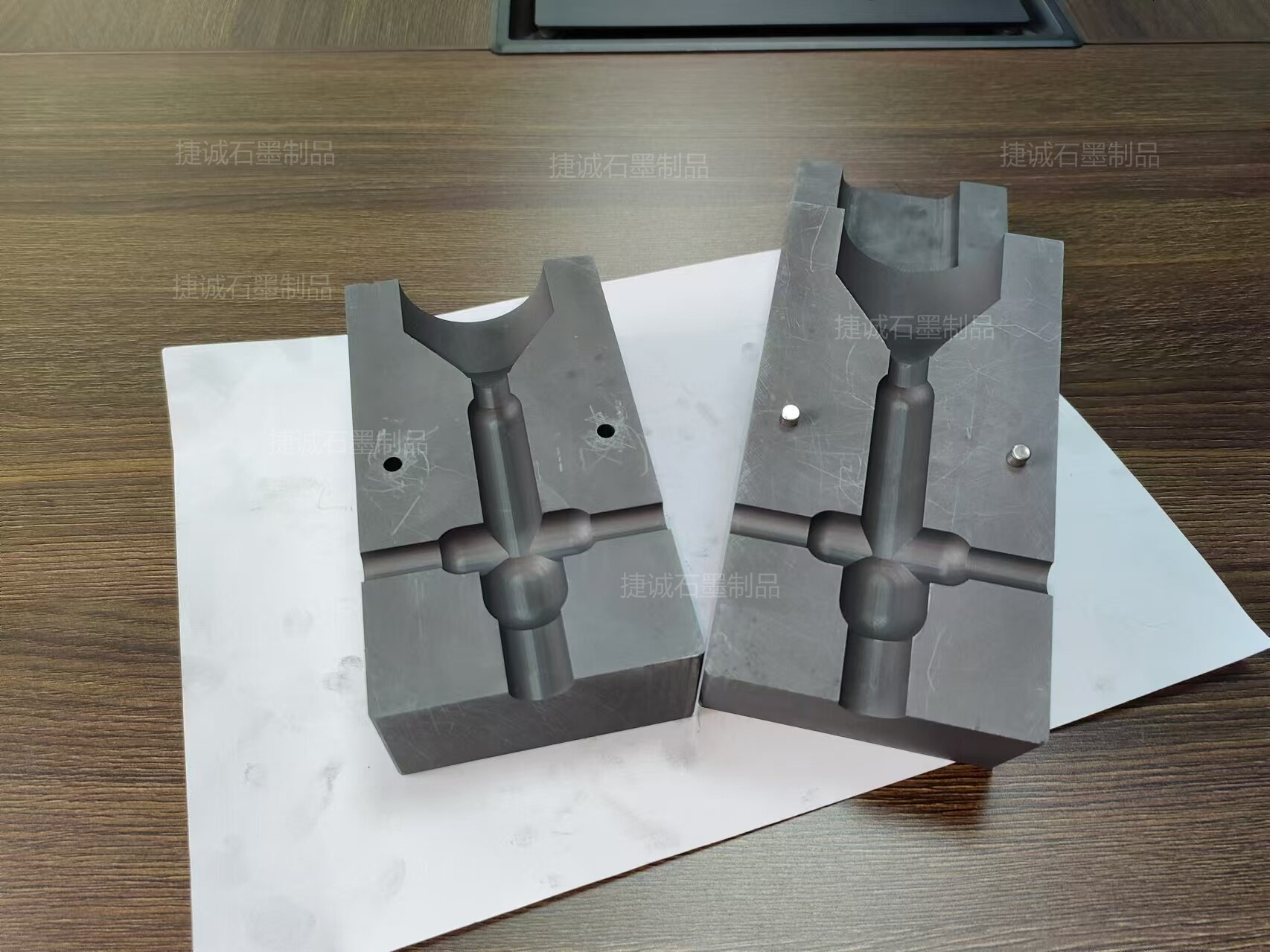
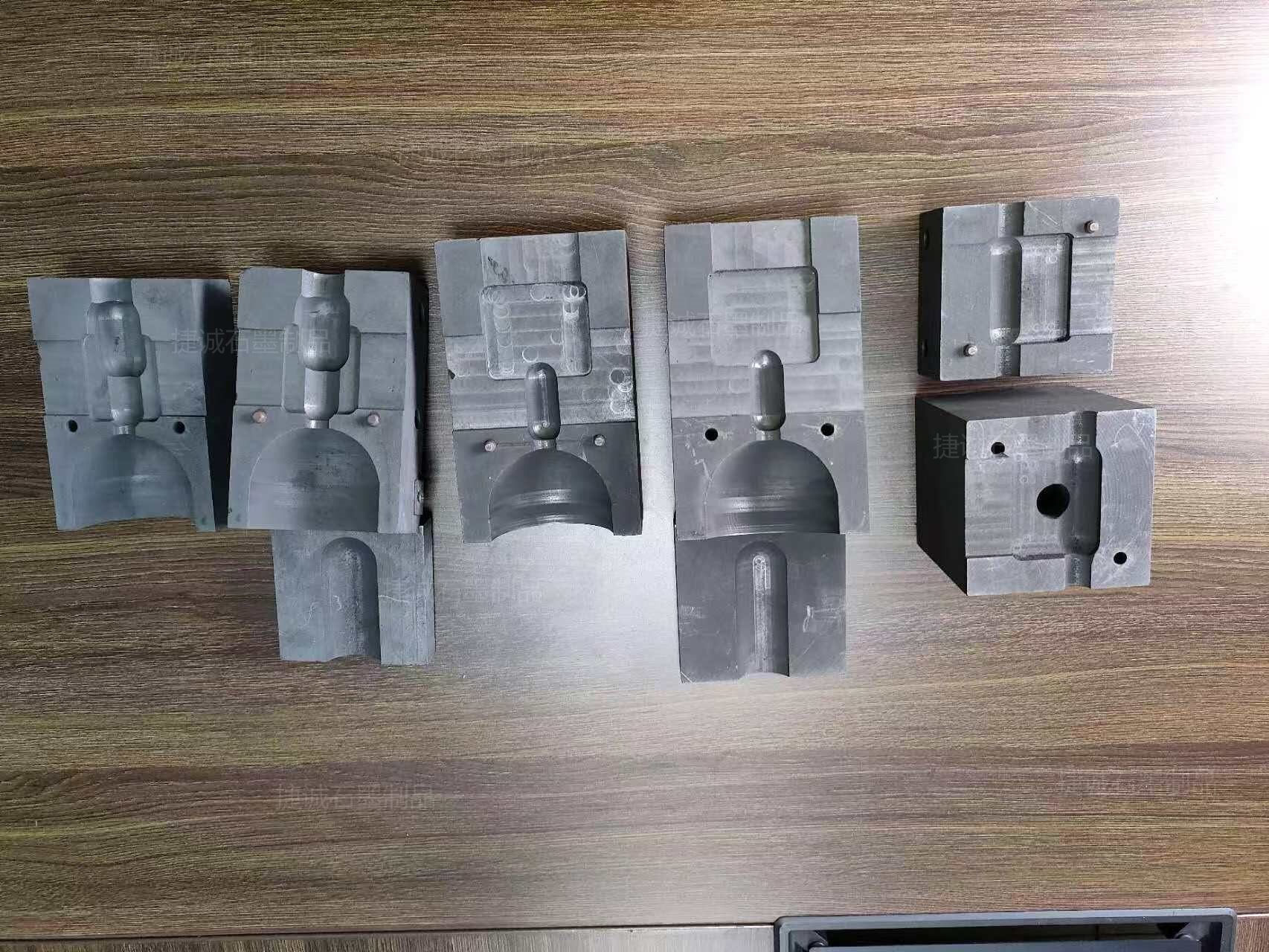 防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷放热焊接石墨模具的焊接工艺流程首要包含以下过程:
一、准备工作
模具与导体清洁:运用加热东西(如烘干箱或喷灯)去除模具内的水汽和杂质,或运用软毛刷等软性物质进一步清洁模具,保证模具外表洁净无污渍。一起,将待连接的接地线水平或垂直放好,并用砂纸打磨熔接部位,去除油渍及污泥。
查看与调整:查看模具接触面的密合度,保证作业时铜液不会从缝隙处渗漏出来。根据需要调整模夹的紧密度,以保证熔接作用。假如模夹的开合需要用较大的力度,则表示夹距未调整到最佳方位,需重新调整。
二、放置焊接材料
放置导体:将接地线的接头放置于模具中央,以便进行焊接。将接地线放入放热焊接模具内,并运用模夹夹紧至确定方位。
放置隔离片:把金属隔离片放进放热焊模具反响腔的底部,保证垫片与放热焊接模具之间无缝隙。
倒入焊粉:将焊粉倒入反响腔中,保证焊粉均匀分布。
三、焚烧与焊接
撒引火粉:在焊粉外表和模唇上均匀撒上一层引火粉。
盖上模具:将模具盖盖上,保证模具闭合处无缝隙。
焚烧:运用焚烧石或专用焚烧枪向着模唇的引火粉焚烧。引火粉点燃后,焊粉将发生铝热反响,发生高温并熔化接地线的接头部分。
四、冷却与查看
冷却:反响进行中,大约15秒左右(具体时间或许因焊接材料和模具而异),待金属溶液彻底凝结。在此期间,不要移动模具或接地线,防止影响焊接质量。
翻开模具:待金属溶液彻底凝结后,翻开放热焊模具。
清洁模具:清洁模具以备下次运用。注意不要运用金属物质或坚硬的东西来去除残渣,防止损坏模具。
质量查看:铲除焊接部位的焊渣,并在焊接部分涂覆沥青或其他防腐材料,以防止腐蚀。一起,对焊接部位进行质量查看,保证焊接结实无缺陷。如发现焊接质量欠安或存在缺陷,应及时进行修正或替换。
五、安全防护
在进行焊接时,必须穿戴好防护配备,如防护眼镜、手套和防护服等。保证操作现场通风良好,防止有害气体对人体造成损伤。
综上所述,防雷放热焊接石墨模具的焊接工艺流程需要严厉遵循一定的过程和注意事项,以保证焊接质量和操作安全。