

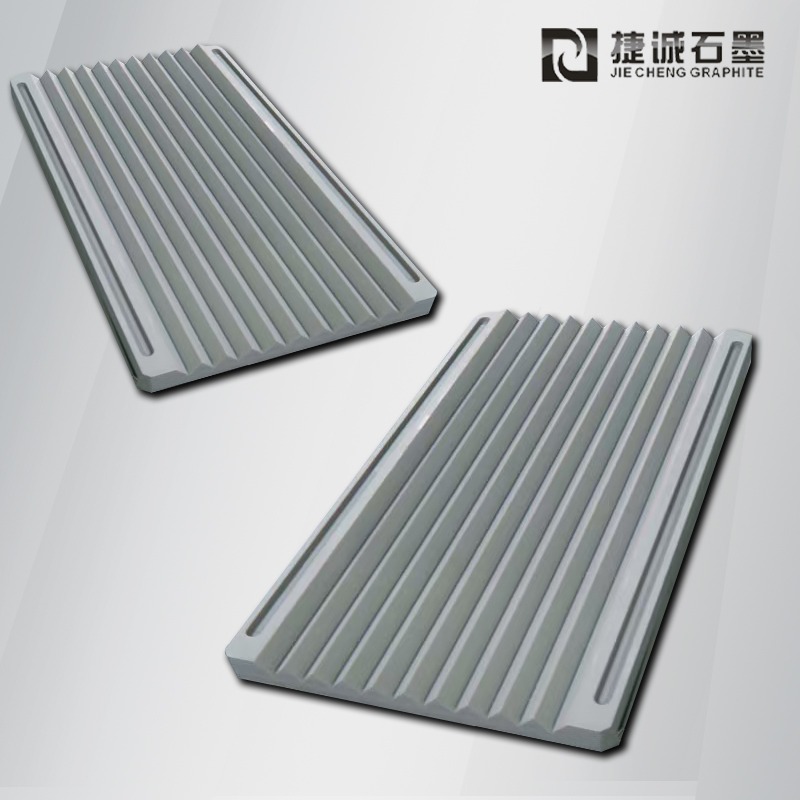
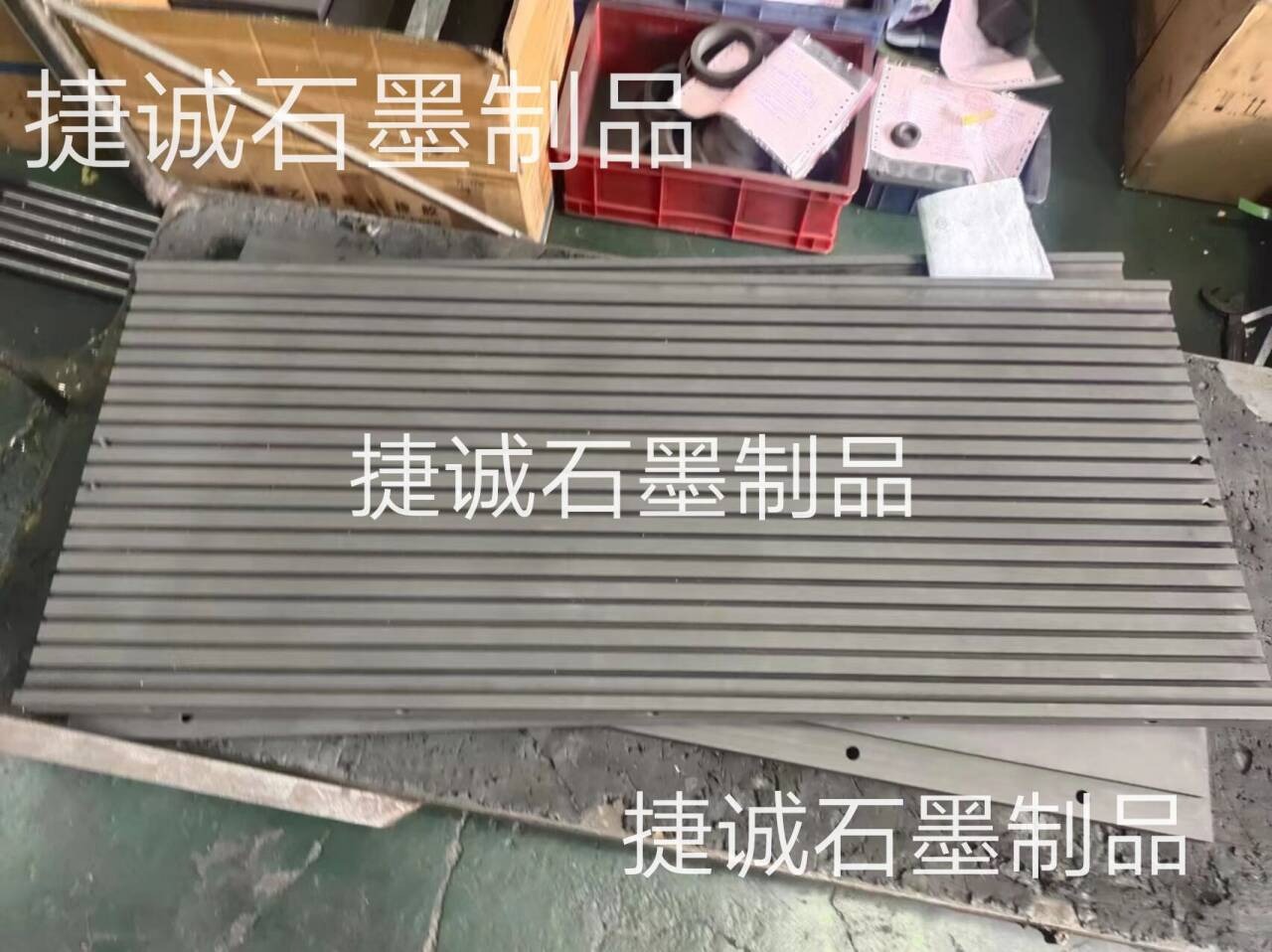
液冷板石墨模具,石墨治具,石墨模具加工厂,水冷板石墨模具,液冷板钎焊石墨模具,水冷板钎焊石墨模具,石墨模具,石墨模具加工,石墨模具生产厂家

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解





-
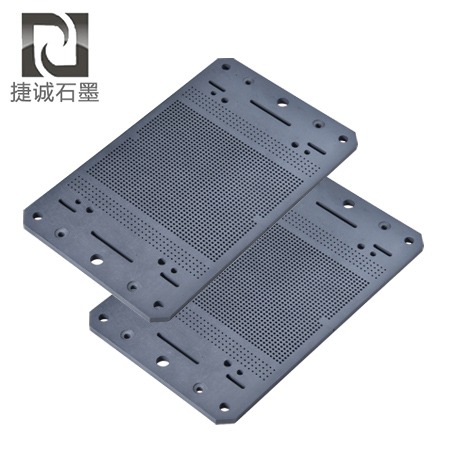
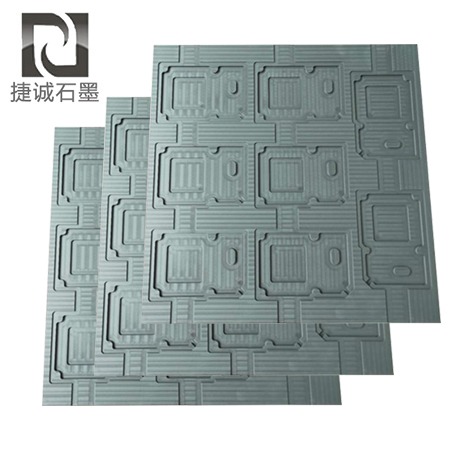
 二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家 -
 精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家
精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家 -
 铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块
铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块 -
 石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家
石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家 -
 石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家
石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价
高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价 -
软连接石墨块,软连接石墨电极,铜箔软连接石墨治具,焊接成型石墨电极,铜箔软连接石墨治具,软连接石墨块生产厂家,抗氧化石墨块
-
软连接焊机石墨块,软连接石墨块,高分子扩散焊石墨块,石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块生产厂家
-
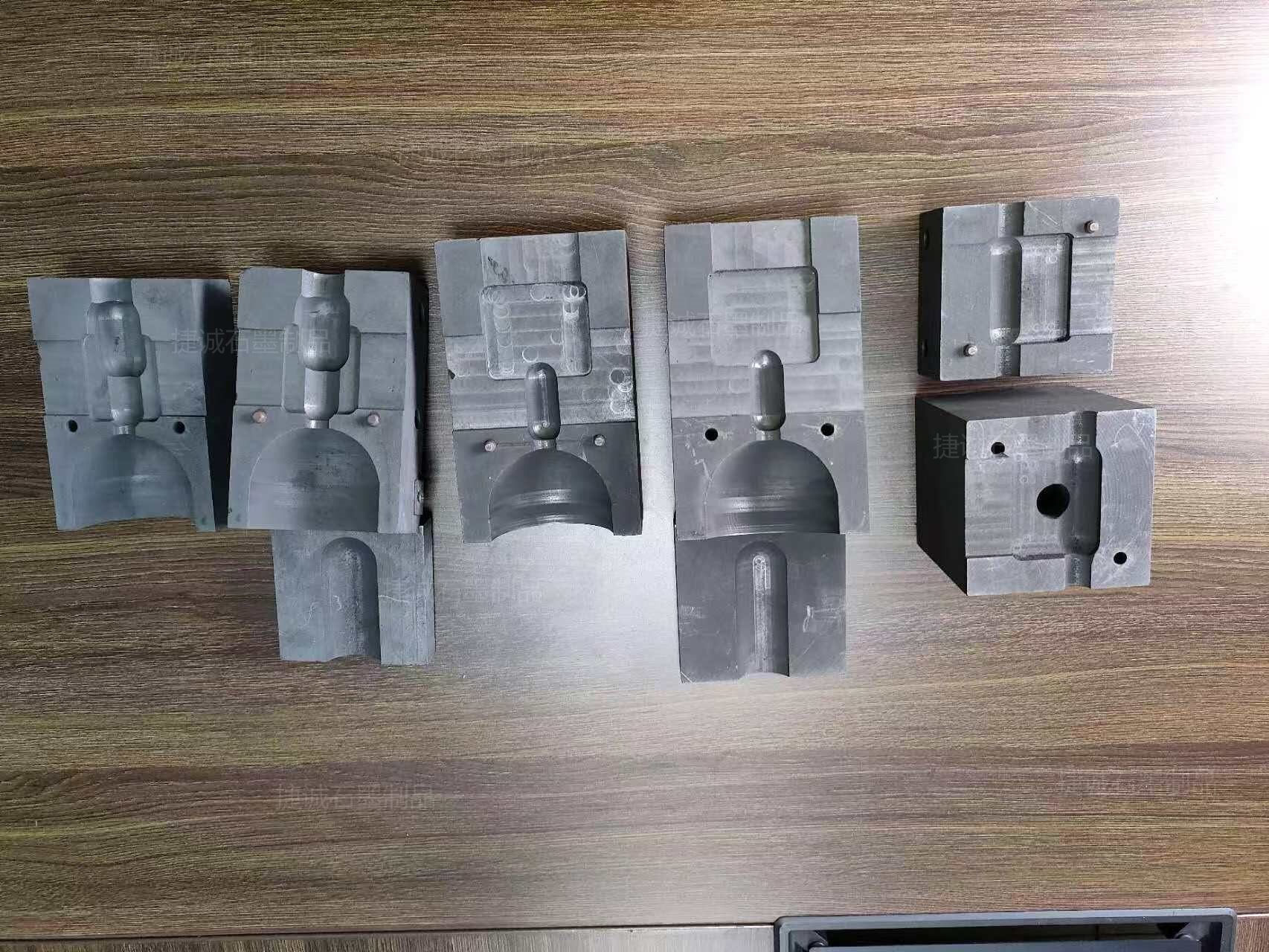 防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
液冷板石墨模具数控粗加工的注意事项如下:
设备挑选与密封性:
石墨加工对设备要求严峻,需选用高强度、密封性好的数控机床,防止石墨粉尘进入设备内部。
吸尘强度要高,建议吸尘口靠近加工区域,快速吸尘,并选用守时吹尘规划,防止粉尘停留。
刀具挑选与磨损操控:
优先选用金刚石涂层硬质合金刀具,防止运用平底刀以防崩边。
刀具应选用平底带R角规划(如0.5R或0.2R),经过圆角过渡削减切削应力。
刀具磨损需实时监测,每加工50模次替换刀片,防止量具等稳固物体接触刃口。
切削参数优化:
主轴转速操控在8000-12000rpm,进给速度800-1200mm/min,切削深度≤2mm。
加大进给和切深能延伸刀具寿数,但切深不能超过立铣刀直径的1/3,以防止工件边沿崩缺。
加工战略与途径规划:
选用“先粗后精”原则,粗加工阶段去除大部分资料,预留余量供精加工。
优化加工途径,削减刀具空行程,优先加工形状简略、精度较低的部位,再处理复杂区域。
加工前在出口端预铣0.5-1mm,防止切削至出口时工件边沿崩缺。
夹具与装夹方法:
运用真空治具结束多工件同步加工,保证加工规范稳定性并削减变形量。
装夹时需操控夹紧力,防止薄壁件或深槽部位因应力会集导致变形。
工件装夹后需进行基准面校准,保证笔直度符合要求。
粉尘防护与安全操作:
加工区域吸尘器风速需>150米/分钟,粉尘排出口风速>600米/分钟。
运用真空治具结束多工件同步加工,保证加工规范稳定性并削减变形量。
装夹时需操控夹紧力,防止薄壁件或深槽部位因应力会集导致变形。
粉尘防护与安全操作:
加工区域吸尘器风速需>150米/分钟,粉尘排出口风速>600米/分钟,保证粉尘及时排出。
操作人员需佩戴防尘口罩及护目镜,定期收拾机床内部积尘。
加工结束后需对工件进行烘干处理,防止残留冷却液导致资料受潮。
加工战略与途径规划:
选用“先粗后精”原则,粗加工阶段去除80%资料,预留0.3-0.5mm余量供精加工。
经过途径优化削减刀具空行程,优先加工形状简略、精度较低的部位,再处理复杂区域。