
液冷板钎焊石墨模具,钎焊石墨模具,液冷板石墨模具,水冷板钎焊石墨模具,石墨模具,石墨夹具,石墨治具,石墨模具加工,石墨模具加工厂

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解





-
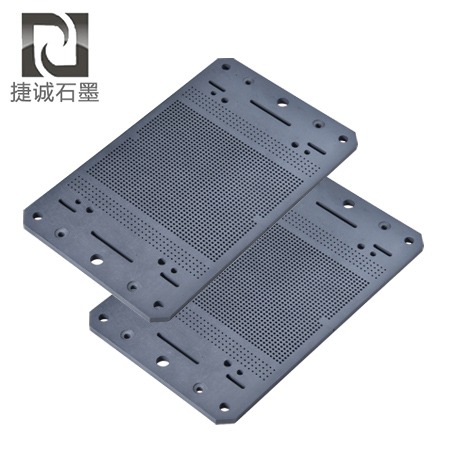
 二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家 -
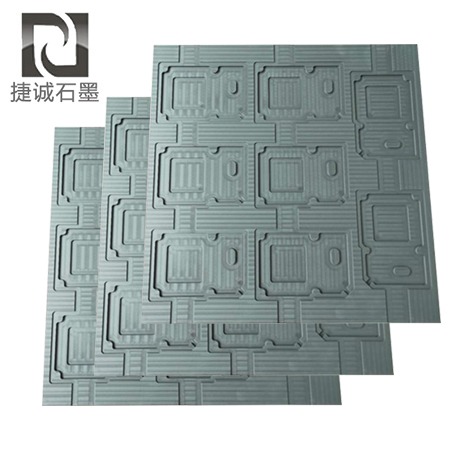
 精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家
精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家 -
 铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块
铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块 -
 石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家
石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家 -
 石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家
石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价
高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价 -
软连接石墨块,软连接石墨电极,铜箔软连接石墨治具,焊接成型石墨电极,铜箔软连接石墨治具,软连接石墨块生产厂家,抗氧化石墨块
-
软连接焊机石墨块,软连接石墨块,高分子扩散焊石墨块,石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块生产厂家
-
 防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
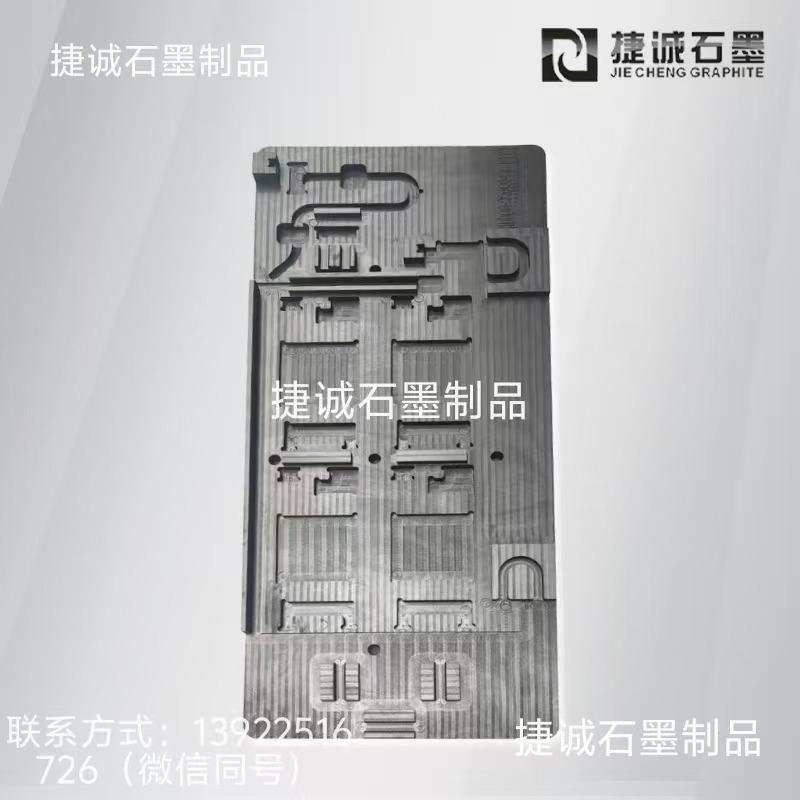
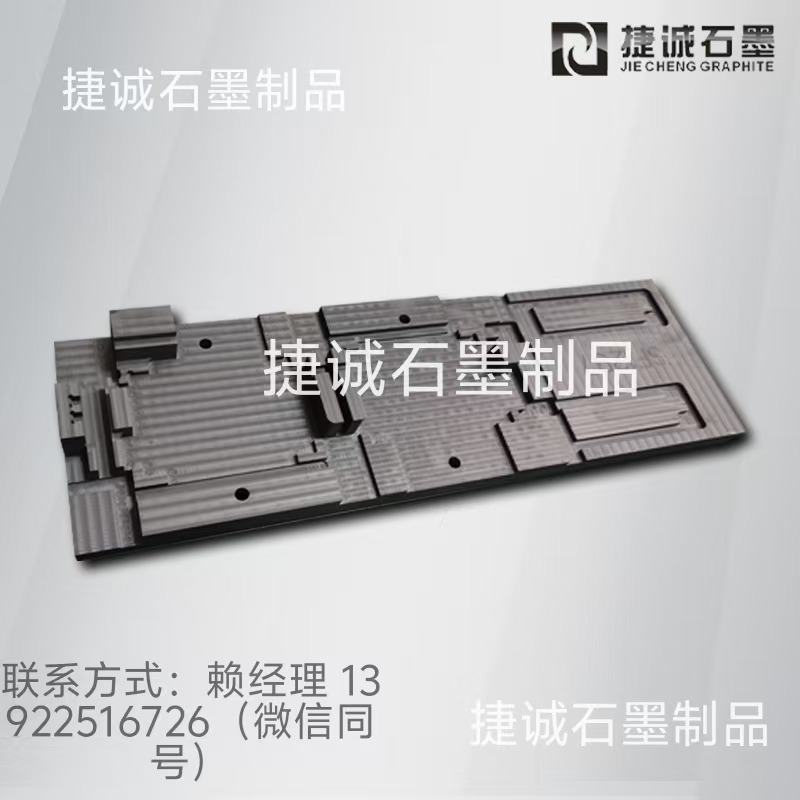
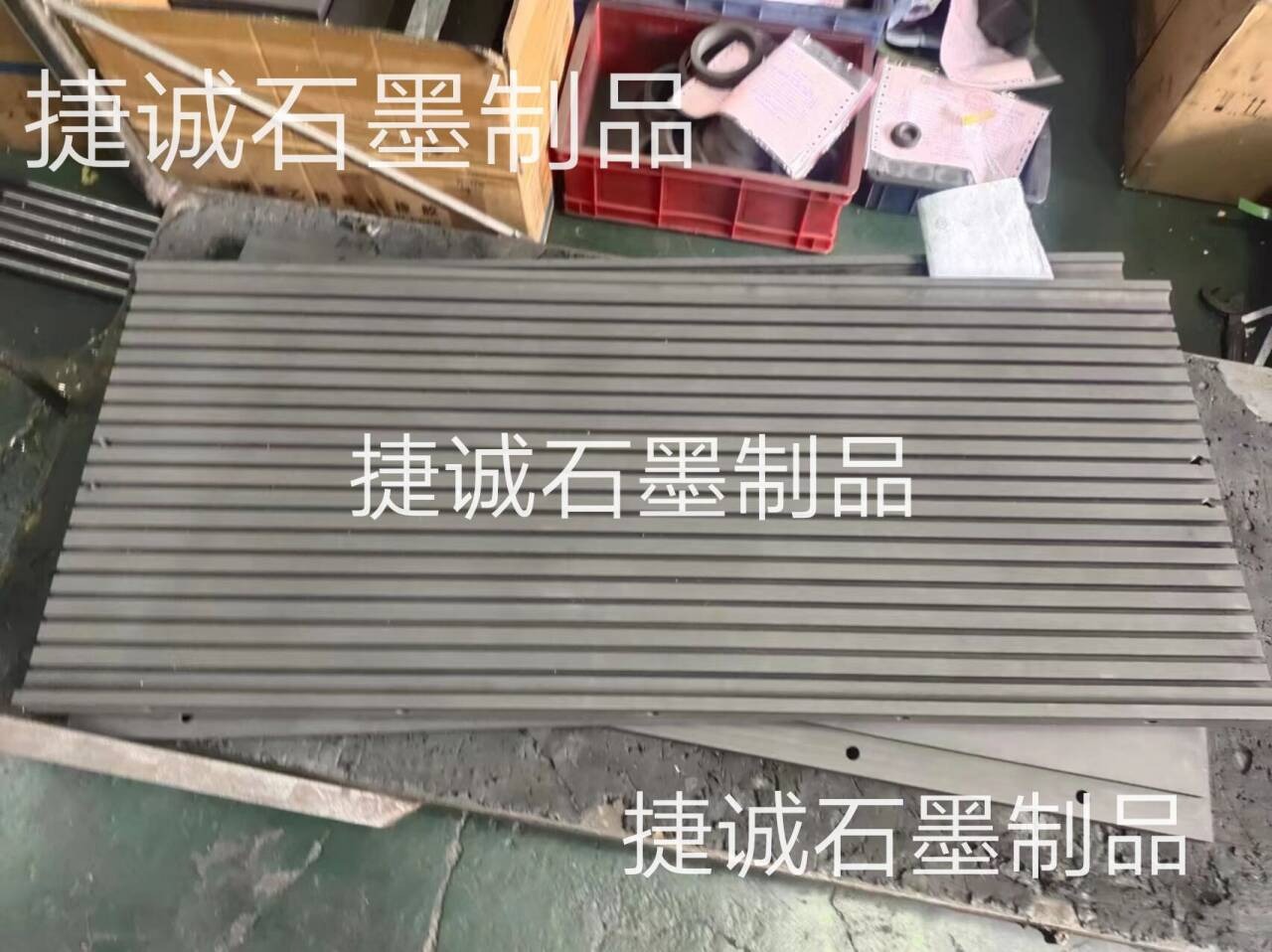
液冷板钎焊石墨模具的检验需结合资料特性、工艺适配性及安全要求,树立包括外观质量、尺度精度、功能测验、工艺兼容性四大维度的规范化体系。以下为详细检验规范及实施方法:
一、外观质量检验
外表缺点检测
裂纹:目视+5倍放大镜查看,外表及内部裂纹长度≤0.5mm,深度≤0.2mm,每100cm2内缺点数≤1处。
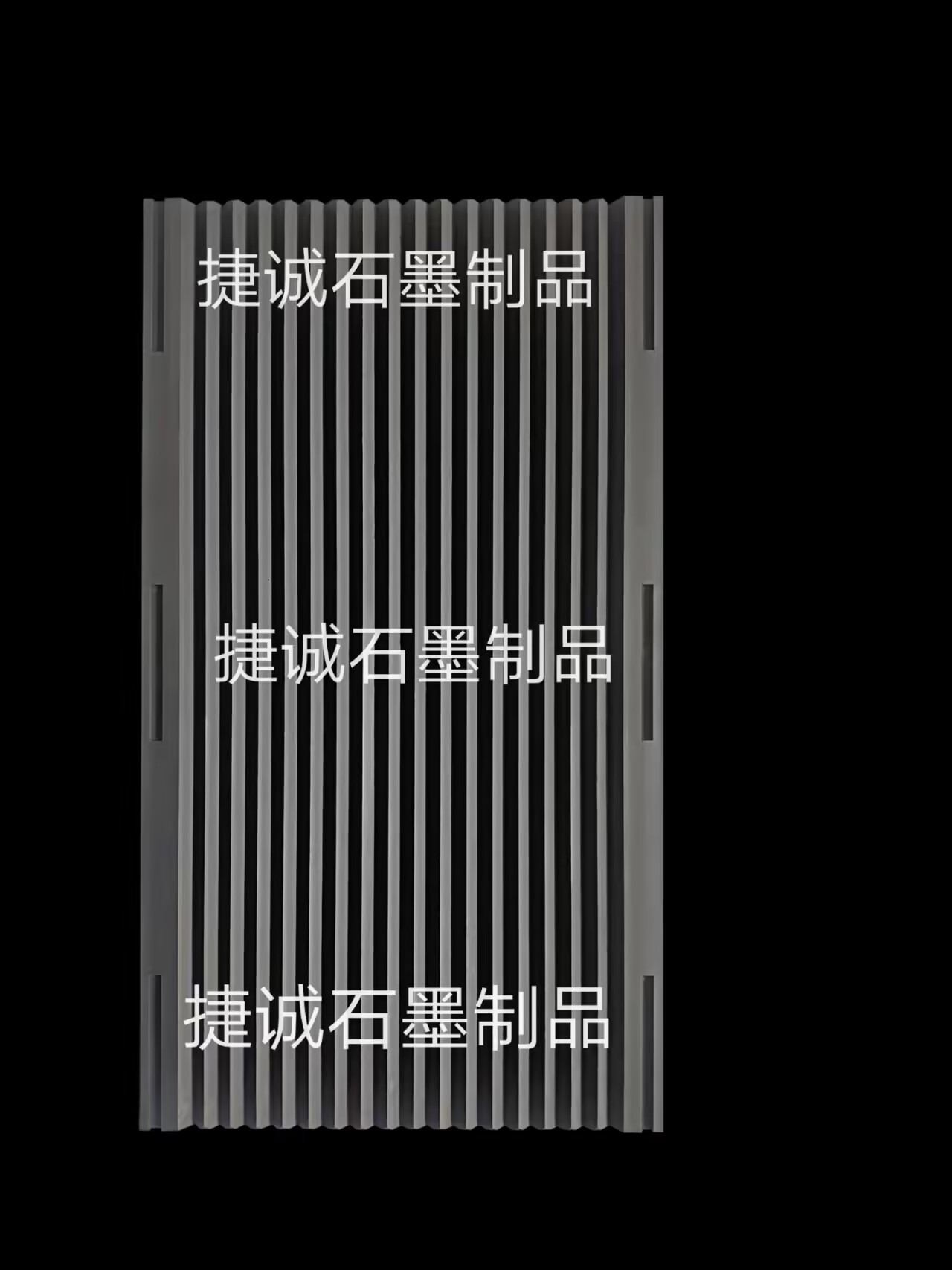
气孔:密度检测仪验证孔隙率≤3%,最大气孔直径≤0.3mm,且不得集中于要害区域(如流道接触面)。
氧化层:外表氧化层厚度≤0.1mm,运用光谱分析仪检测氧化元素(如O、C)含量,保证无过度氧化。
加工痕迹
切削纹理深度≤0.05mm,粗糙度Ra≤1.6μm(要害接触面Ra≤0.8μm),选用轮廓仪检测。
二、尺度精度检验
中心尺度公役
尺度类型 公役范围 检测工具 检验规范
流道宽度 ±0.05mm 三坐标丈量仪 连续丈量10点,合格率≥95%
模具厚度 ±0.1mm 激光测厚仪 单点丈量误差≤±0.08mm
平面度 ≤0.02mm/100mm 平面度检测仪 要害接触面平面度误差≤0.01mm
安装适配性
模具与液冷板配合空隙≤0.03mm,选用塞尺+压力传感器检测,保证钎焊过程中无变形或错位。
三、功能测验检验
热物理功能
热导率:≥120W/(m·K),运用激光闪射法检测,测验温度600℃(钎焊工况)。
抗热震性:完成50次循环试验(600℃→25℃水淬),无裂纹或脱落,记载热膨胀系数变化≤5%。
力学功能
抗压强度:≥50MPa,选用全能试验机加载至损坏,记载损坏载荷及变形量。
硬度:肖氏硬度HS≥80,运用硬度计检测要害区域硬度均匀性(误差≤±3HS)。
化学稳定性
耐钎剂腐蚀性:浸泡于含5%氟化钾的钎剂溶液中72h,质量丢失≤0.5%,外表无腐蚀斑驳。
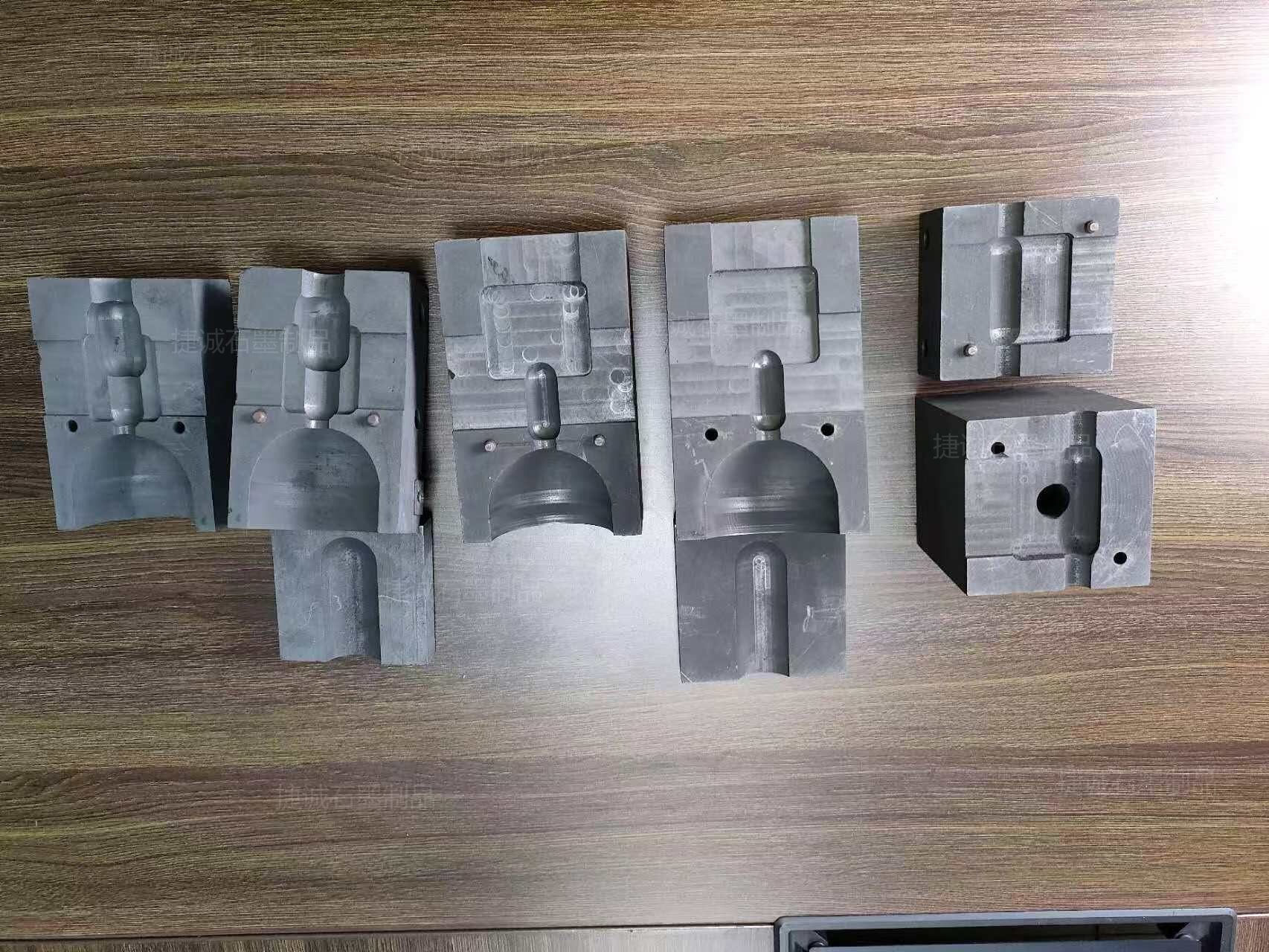
四、工艺兼容性检验
钎焊工艺适配
真空度要求:钎焊炉内真空度≤5×10⁻⁶Pa,运用真空计检测,保证无漏气或污染。
加热速率:升温速率5-10℃/min,运用热电偶记载温度曲线,验证与液冷板资料的热匹配性。
流道密封性
钎焊后液冷板流道泄漏率≤1×10⁻⁶Pa·m3/s,选用氦质谱检漏仪检测,保证无泄漏点。
五、检验流程与文件
分阶段检验
初检:供货商供给原料陈述、加工记载,第三方检测组织抽检20%批次。
复检:用户现场模拟钎焊工艺,验证模具寿命(≥500次循环无失效)。
终检:批量出产中随机抽检5%产品,记载钎焊合格率(方针≥99%)。
检验文件清单
原料证书(石墨纯度、密度、热导率)
加工图纸及尺度检测陈述
热循环试验记载
钎焊工艺适配性测验陈述
六、不合格品处理
缺点分级
A类缺点(裂纹、氧化过度):直接作废,供货商承当100%丢失。
B类缺点(尺度超差、气孔超标):返工后复检,复检费用由供货商承当。
C类缺点(外表划痕):用户可接受但需记载,供货商改进工艺。
追溯机制
每块模具树立仅有编号,记载从原料到检验的全流程数据,保存期限≥5年。
七、检验案例参考
某新能源汽车液冷板钎焊项目检验数据:
模具厚度公役合格率98.7%,流道宽度合格率96.5%
热导率平均值125W/(m·K),抗压强度52MPa
钎焊后泄漏率检测100%合格,寿命测验达到6200次循环
经过上述规范,可保证液冷板钎焊石墨模具的一次检验合格率≥95%,钎焊成品率提升30%,一起下降因模具问题导致的出产停机风险。检验需结合详细工艺(如高频钎焊、真空钎焊)调整参数,例如高功率密度液冷板需增加热冲击测验频次。