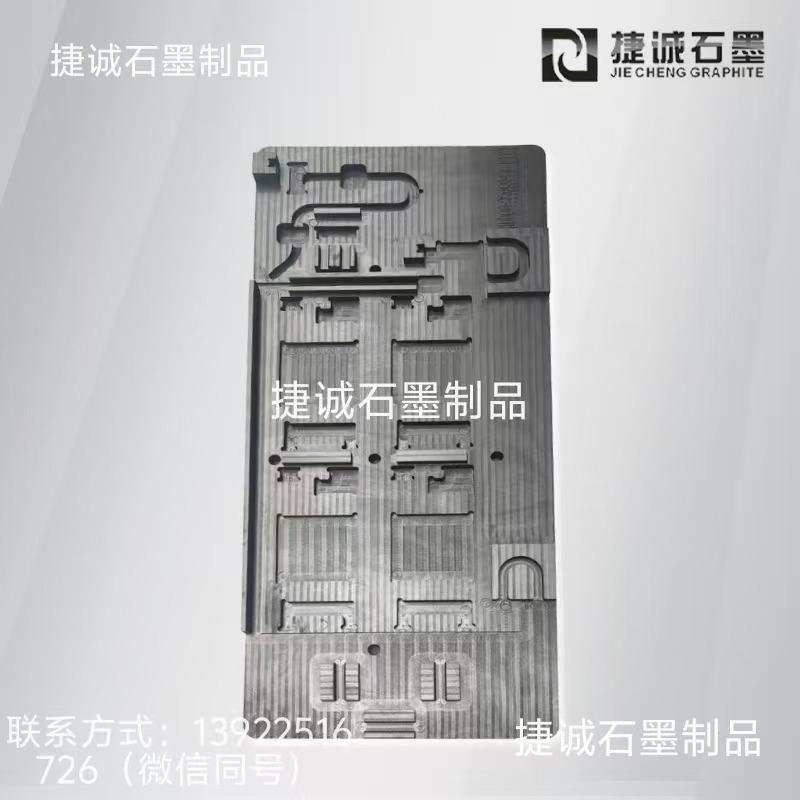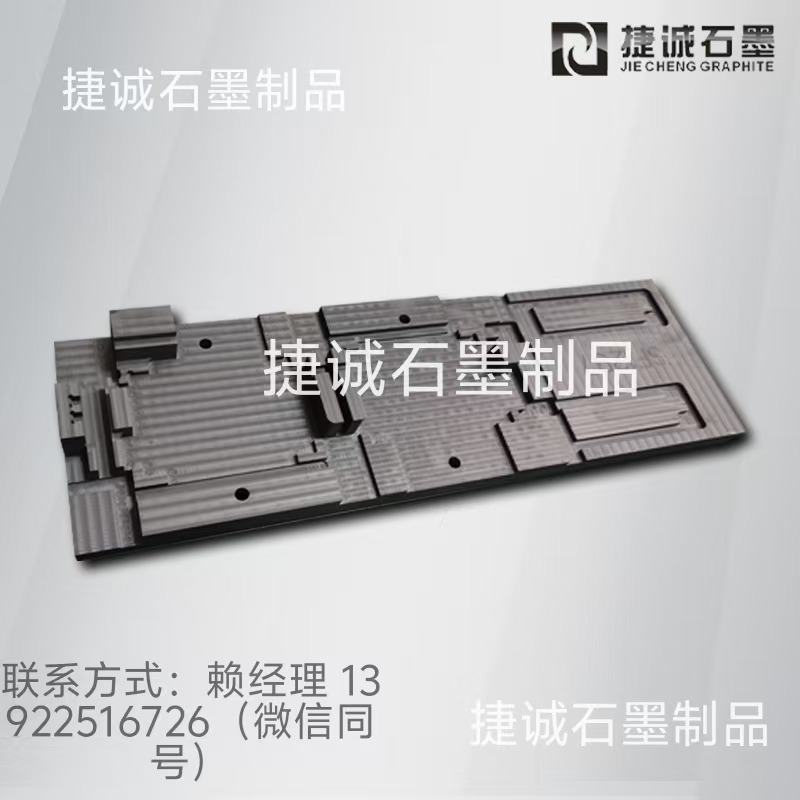
液冷板钎焊石墨模具,钎焊石墨模具,液冷板石墨模具,水冷板钎焊石墨模具,石墨模具,石墨夹具,石墨治具,石墨模具加工,石墨模具加工厂

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解





-
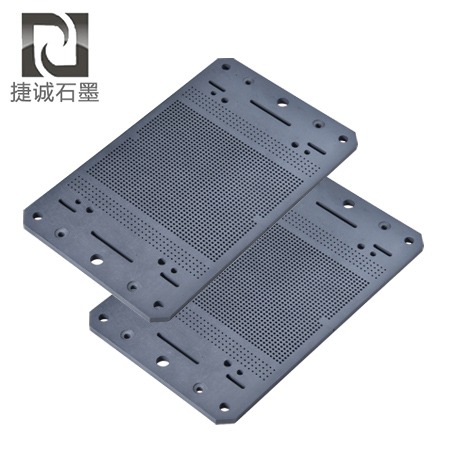
 二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家 -
 精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家
精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家 -
 铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块
铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块 -
 石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家
石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家 -
 石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家
石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价
高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价 -
软连接石墨块,软连接石墨电极,铜箔软连接石墨治具,焊接成型石墨电极,铜箔软连接石墨治具,软连接石墨块生产厂家,抗氧化石墨块
-
软连接焊机石墨块,软连接石墨块,高分子扩散焊石墨块,石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块生产厂家
-
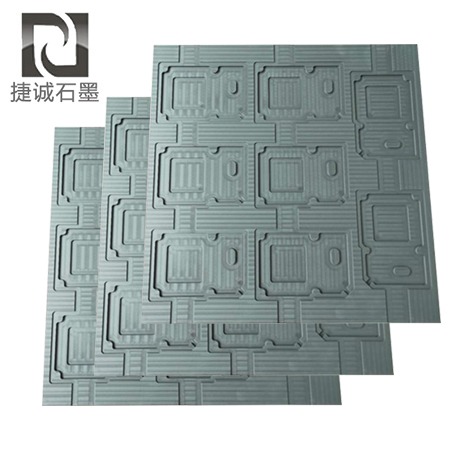
 防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
液冷板钎焊石墨模具的制造进程触及材料加工、精密成型、高温钎焊等多环节,存在以下关键问题及分析:
一、材料特性引发的加工难题
脆性高,易崩边
问题:石墨材料脆性大,机械加工中易产生裂纹或崩边,尤其在加工细微流道或凌乱结构时(如水冷板的三维螺旋流道),废品率或许高达20%-30%。
事例:某企业加工直径0.5mm的微通道时,因切削力操控不妥导致石墨模具部分崩裂,作废模具占比25%。
各向异性导致尺度差错
问题:石墨的导热、强度等性能存在方向性差异,加工中易因受力不均导致尺度差错(如流道深度差错±0.05mm),影响液冷板密封性。
数据:垂直于石墨层方向的加工差错比平行方向高30%-50%。
粉尘污染与健康风险
问题:石墨加工产生微米级粉尘,易引发工人尘肺病,同时粉尘污染车间环境,需额外投入除尘设备(本钱增加10%-15%)。
二、精密加工的技术瓶颈
高精度加工设备依靠进口
问题:国内五轴联动CNC机床的定位精度(±0.01mm)普遍低于进口设备(±0.005mm),导致模具精度短少,液冷板流道粗糙度Ra>0.4μm时易堵塞。
比照:德国DMG MORI机床加工的石墨模具,流道尺度公役可操控在±0.02mm以内,而国产设备仅能达±0.05mm。
刀具磨损快,本钱高
问题:石墨硬度高(莫氏硬度1-2),加工中刀具磨损率是金属的3-5倍,单把金刚石涂层刀具本钱约2000元,加工10套模具即需替换。
本钱:刀具费用占模具总本钱的15%-20%。
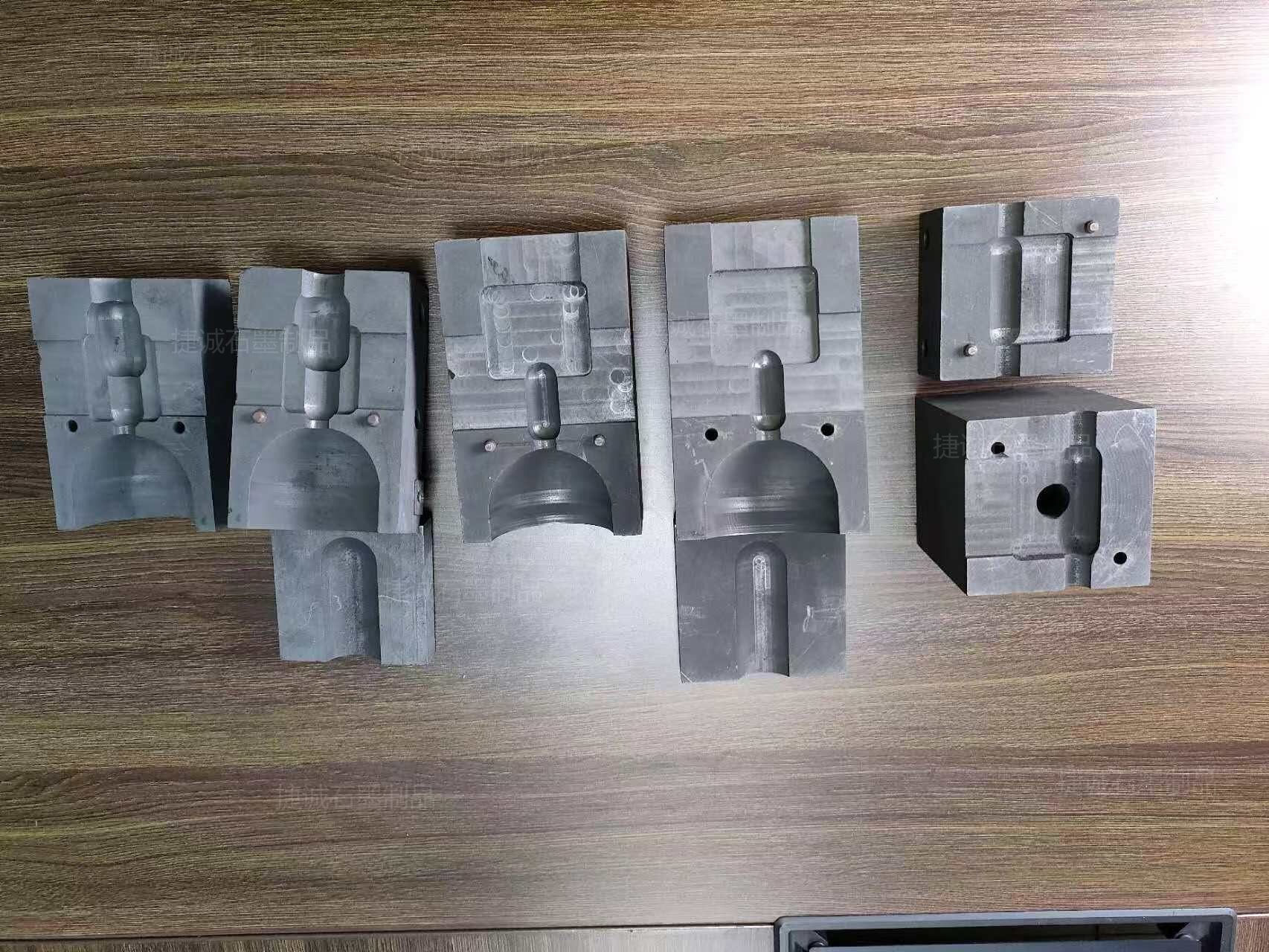
凌乱结构加工功率低
问题:液冷板流道多为三维曲面,传统加工需屡次装夹,单套模具加工时间长达40-60小时,功率仅为金属模具的1/3。
改善方向:选用增材制造(3D打印)石墨技术可缩短周期至20小时,但设备本钱高昂(约500万元/台)。
三、钎焊工艺的兼容性应战
石墨与金属钎料潮湿性差
问题:石墨外表能低,普通钎料(如Ag-Cu合金)难以潮湿,需增加活性元素(如Ti、Cr)或选用镀膜预处理,不然钎焊强度短少(<20MPa)。
事例:未镀膜的石墨模具与铜接头钎焊后,拉脱力仅15MPa,远低于规划要求的30MPa。
高温钎焊易导致石墨氧化
问题:钎焊温度(600-850℃)下,石墨易与氧气反响生成CO?,导致模具外表疏松、强度下降。
解决计划:需在真空或保护气氛(如Ar气)中钎焊,设备本钱增加20%-30%。
热应力引发模具变形
问题:石墨与金属的热膨胀系数差异大(石墨7×10⁻⁶/℃,铜17×10⁻⁶/℃),钎焊后冷却时易产生热应力,导致模具变形(尺度差错>0.1mm)。
对策:选用分段冷却工艺或规划补偿结构,但会延伸出产周期10%-15%。
四、检测与质量操控的难点
无损检测技术限制
问题:石墨模具内部缺陷(如裂纹、气孔)难以通过惯例超声检测发现,需选用X射线或CT检测,但设备贵重(单台CT设备约300万元)。
数据:某企业选用超声检测的漏检率达15%,改用CT检测后降至3%。
精度检测功率低
问题:三坐标测量机检测单套模具需2-3小时,无法满意批量出产需求(日产50套以上时需装备5-8台设备)。
改善方向:选用光学扫描+AI算法的自动化检测系统,可将检测时间缩短至30分钟,但技术成熟度短少。
钎焊质量难以实时监控
问题:钎焊进程中的温度、气氛等参数不坚定(如真空度不坚定±0.5×10⁻³Pa)会影响接头质量,但短少实时反响与调整机制。
事例:某企业因真空度不稳定导致钎焊接头漏气率高达8%,引进闭环操控系统后降至1%。
五、本钱与功率的平衡对立
设备与材料本钱高
数据:高精度CNC机床(±0.005mm)单价约200万元,增材制造设备约500万元,石墨材料本钱是金属的2-3倍。
加工周期长
比照:金属模具加工周期约20小时,石墨模具需40-60小时,导致交货期延伸50%-100%。
废品率居高不下
数据:行业均匀废品率15%-20%,部分企业因工艺不稳定废品率高达30%,直接推高本钱。
六、环境与安全风险
粉尘爆炸风险
问题:石墨粉尘在空气中浓度达10-12g/m3时遇明火或许爆炸,需严格管控车间粉尘浓度(<5g/m3)。
环保法规压力
问题:石墨加工废水中含重金属(如切削液中的钴、镍),需投入废水处理设备(本钱增加5%-10%)。
结论与建议
技术晋级:引进高精度加工设备(如五轴联动CNC)和增材制造技术,提升模具精度与功率。
工艺优化:开发专用钎料与镀膜工艺,改善石墨与金属的潮湿性;选用分段冷却下降热应力。
质量操控:推行CT检测与自动化检测系统,建立钎焊进程实时监控系统。
本钱操控:通过规模化出产与工艺标准化下降废品率,探究国产设备替代计划。
通过以上措施,可将液冷板钎焊石墨模具的加工周期缩短30%,废品率降至10%以内,满意高端液冷系统的需求。