
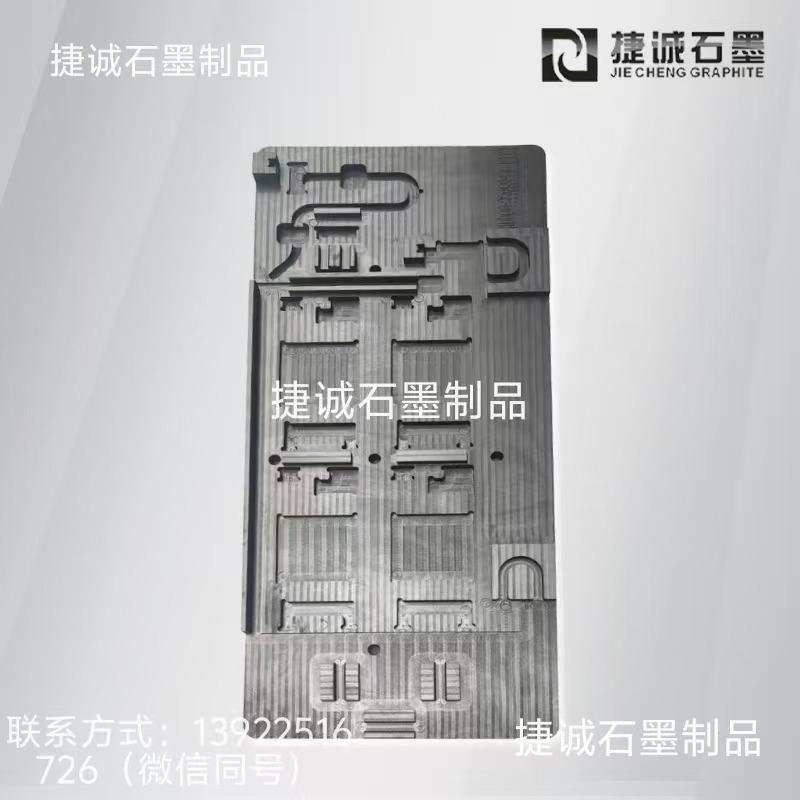
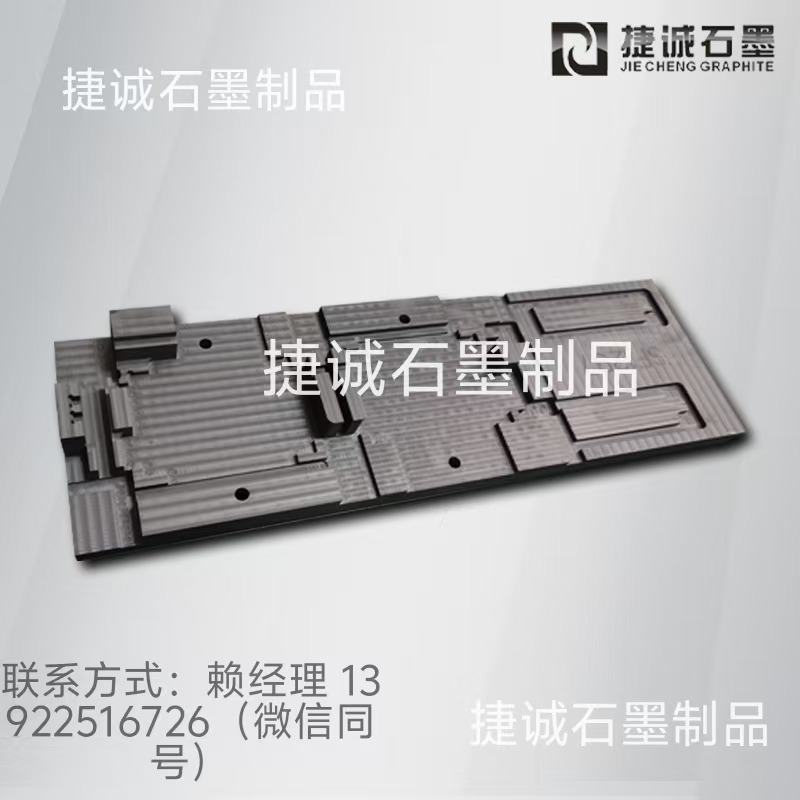
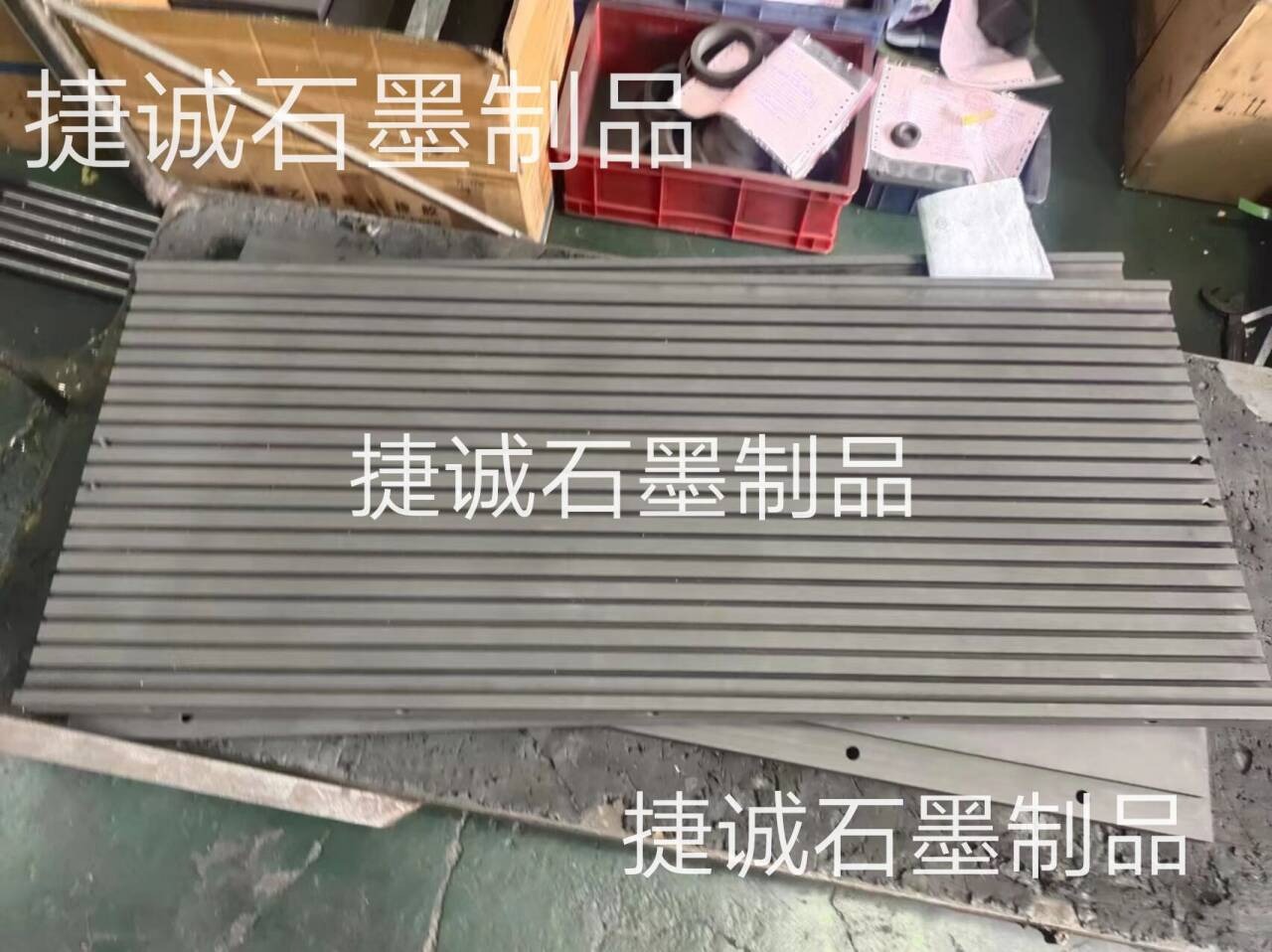
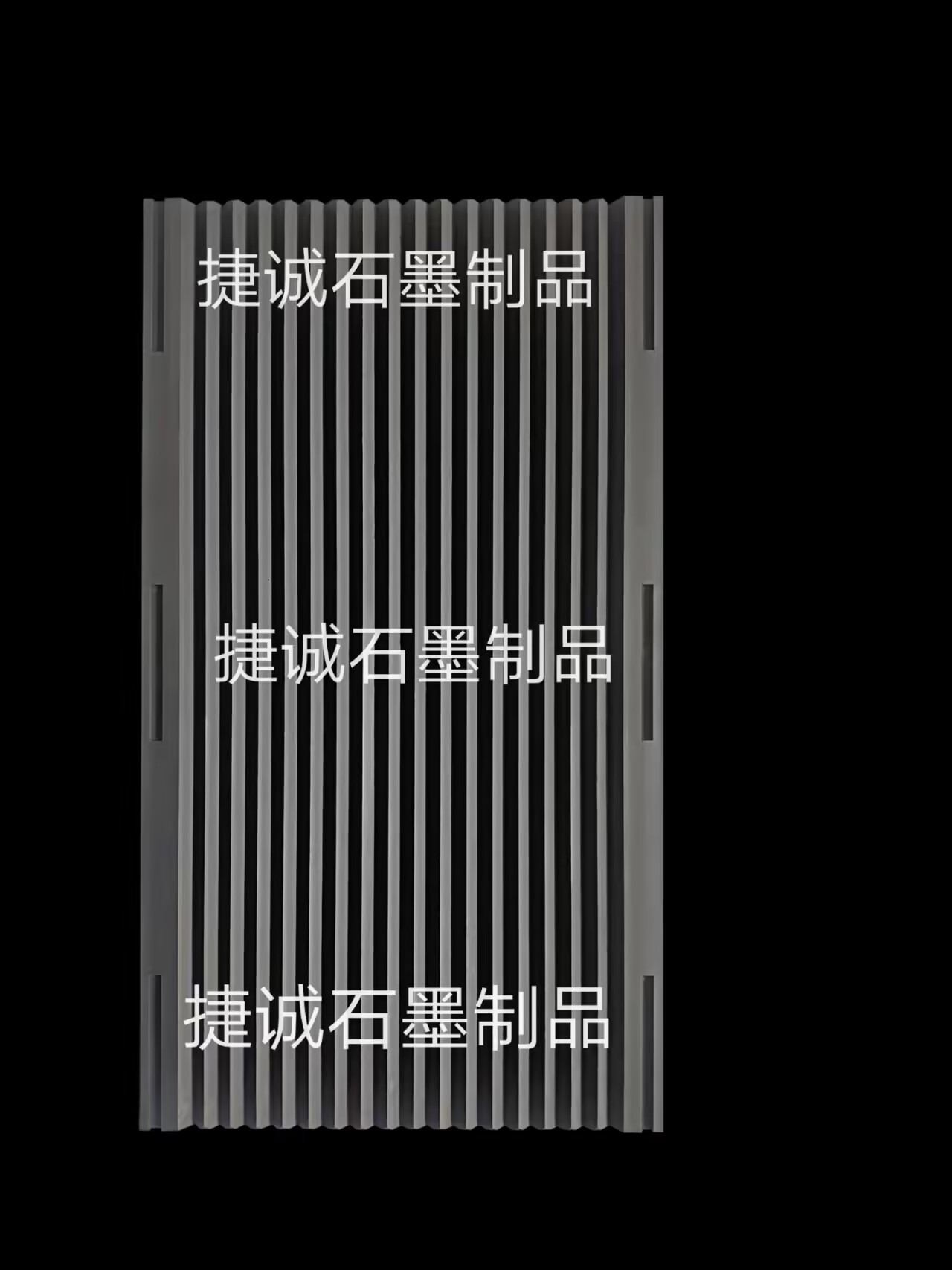
液冷板钎焊石墨模具,液冷板石墨模具,水冷板钎焊石墨模具,石墨模具,石墨夹具,石墨治具,石墨模具加工,石墨模具加工厂,液冷板钎焊石墨模具生产厂家

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解





-
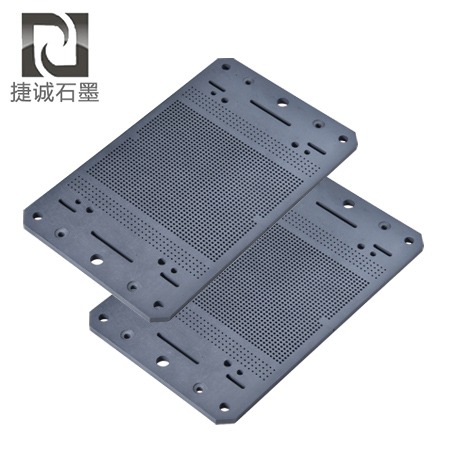
 二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家 -
 精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家
精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家 -
 铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块
铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块 -
 石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家
石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家 -
 石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家
石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价
高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价 -
软连接石墨块,软连接石墨电极,铜箔软连接石墨治具,焊接成型石墨电极,铜箔软连接石墨治具,软连接石墨块生产厂家,抗氧化石墨块
-
软连接焊机石墨块,软连接石墨块,高分子扩散焊石墨块,石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块生产厂家
-
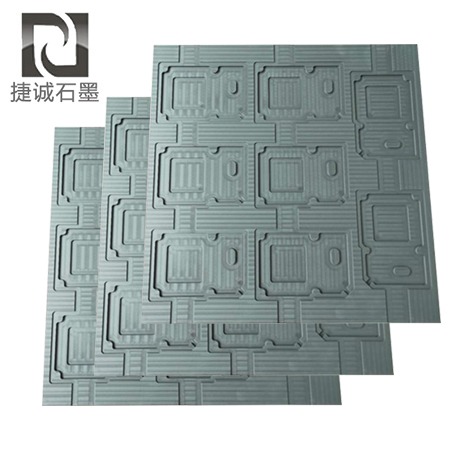
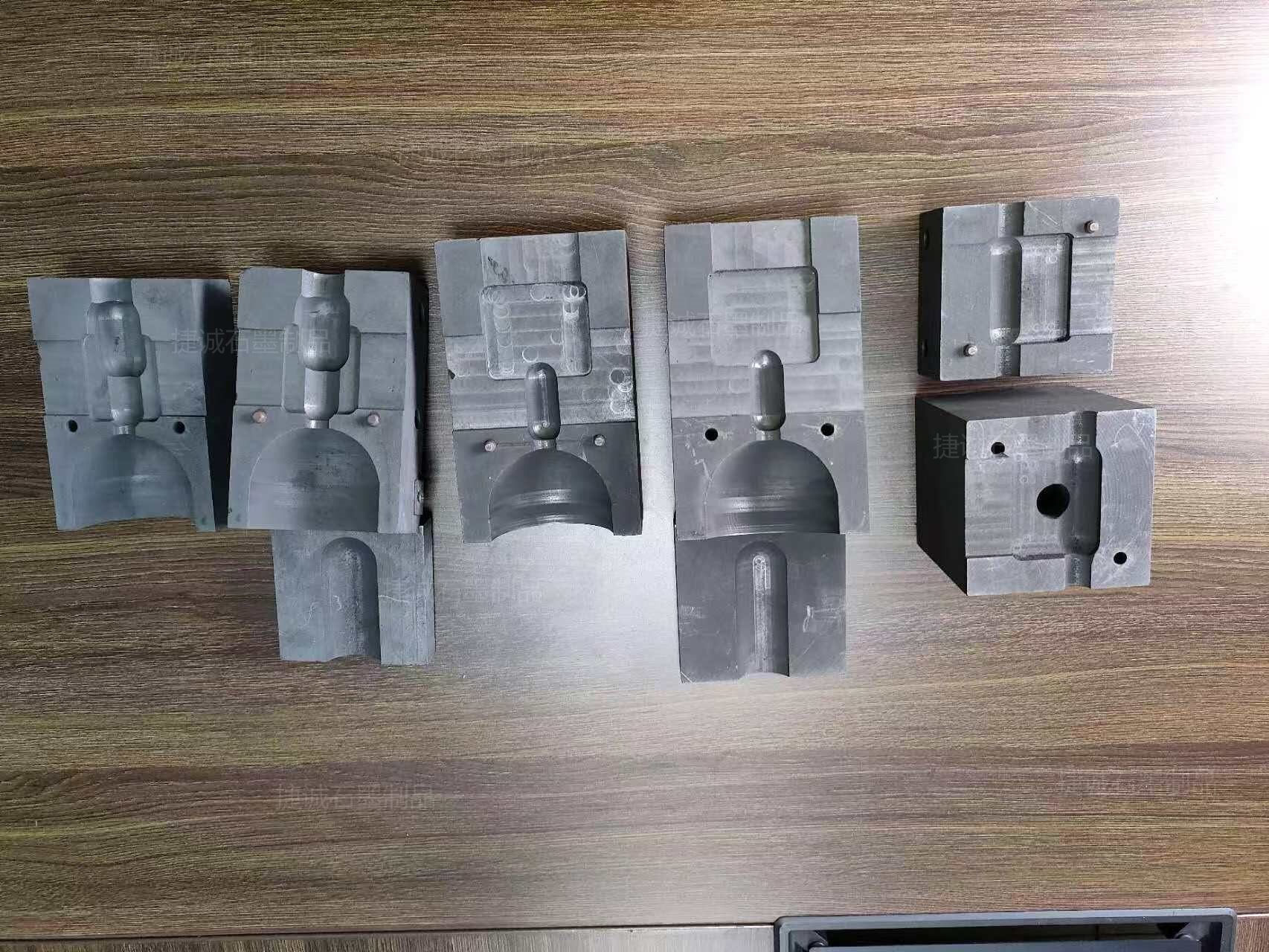 防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
液冷板钎焊石墨模具的加热速率操控是一个归纳且杂乱的进程,需结合设备功能、工艺要求及资料特性进行精密调控,以下从操控原理、设备及手段、工艺优化办法三个方面展开说明:
一、加热速率操控原理
热平衡操控
加热速率需满足热输入与资料吸热能力的动态平衡。经过调节加热功率、炉内气流循环及模具外表辐射系数,避免部分过热或温度梯度过大导致的热应力会集。
资料特性适配
石墨模具的热导率(约100-200W/m·K)远低于金属,需依据其热扩散系数动态调整升温曲线。例如,选用分段加热战略,在低温阶段(<300℃)以5-10℃/min速率升温,高温阶段(>600℃)下降至2-5℃/min,避免热裂纹。
二、操控设备及手段
加热设备选型与优化
电阻炉:经过功率分区操控完成温度梯度调节,例如在炉膛上下层设置不同加热功率,补偿石墨模具的吸热差异。
真空炉:选用红外辐射加热与对流加热结合,提高热效率并削减氧化危险。
感应加热:针对部分区域进行高频加热,适用于杂乱结构模具的精准控温。
智能操控系统
PID算法:实时监测炉内温度(差错±1℃),动态调整加热功率输出,例如在方针温度前100℃时,将升温速率从10℃/min下降至3℃/min,避免超调。
含糊操控:结合专家经验库,对非线性热进程进行自适应优化,例如在模具形状骤变处主动下降加热速率。
神经网络预测:经过历史数据练习模型,预测不同模具尺寸下的最优升温曲线,削减试错本钱。
温度监测与反应
多点热电偶布局:在模具要害位置(如流道、边际)布置热电偶,实时收集温度数据并反应至操控系统。
红外热成像:非触摸式监测模具外表温度散布,识别部分过热区域并及时调整加热战略。
三、工艺优化办法
预处理与装夹优化
模具预热:在钎焊前进行低温预热(如200℃),削减热冲击对模具的影响。
装夹方法:选用石墨垫片或陶瓷支撑,避免模具与炉体直触摸摸导致的部分过热。
分段加热与保温战略
低温阶段(<300℃):以5-10℃/min速率升温,确保有机胶彻底蒸发,避免残留物影响钎焊质量。
中温阶段(300-600℃):提高至10-20℃/min,缩短工艺时间。
高温阶段(>600℃):下降至2-5℃/min,配合保温阶段(如650℃保温30分钟),使温度均匀化。
气氛维护与冷却操控
氮气维护:保持炉内氧含量<50ppm,避免模具氧化。
分级冷却:钎焊完成后,先以5℃/min速率冷却至400℃,再天然冷却至室温,削减热应力。
四、典型事例与数据
事例1:某液冷板钎焊工艺中,经过PID操控将加热速率动摇从±15%下降至±3%,钎焊合格率提升至98%。
事例2:选用红外热成像技术后,模具外表温差从50℃下降至10℃以内,明显削减热裂纹。
数据对比:传统加热方法需4小时完成钎焊,优化后仅需2.5小时,且能耗下降20%。