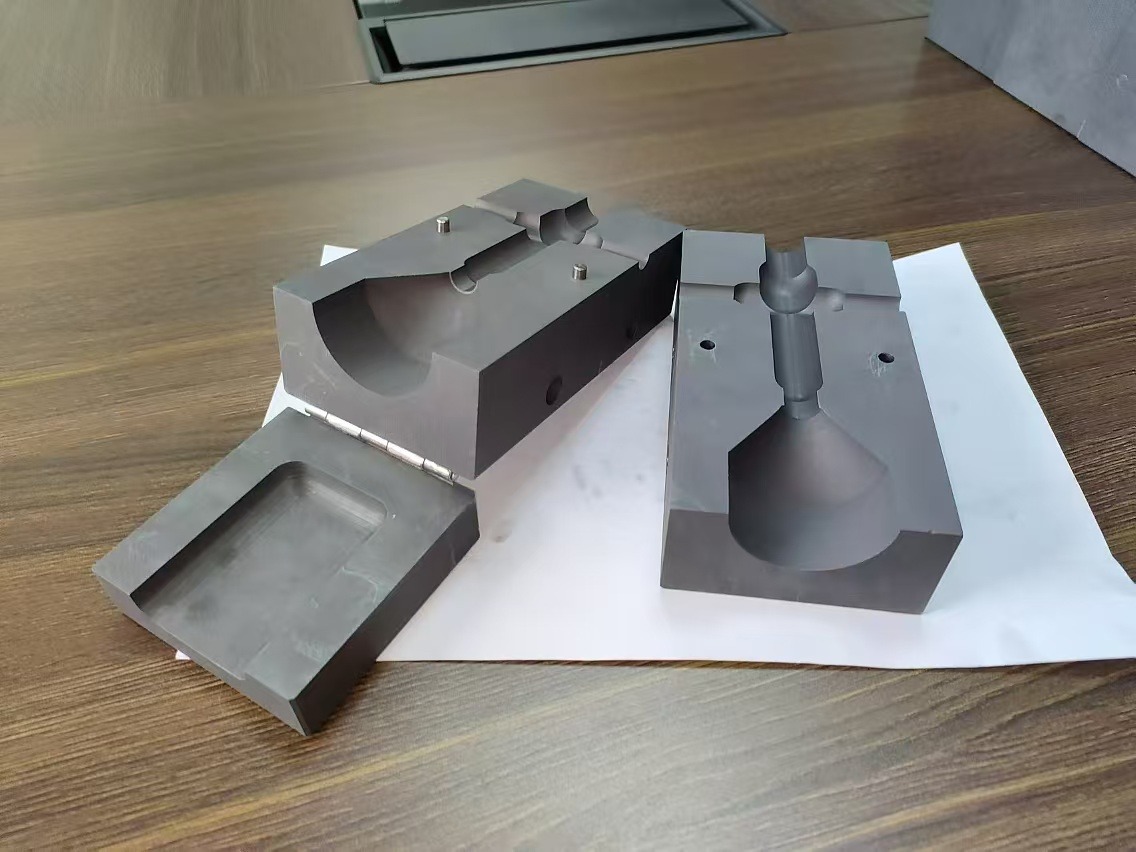
怎样提高石墨模具工装夹具加工精度
在机械加工中,石墨模具工装夹具的过错是不可避免的,但是假定逾越答应规划的话,就要想办法削减过错,行进加工精度。
行进石墨模具工装夹具加工精度的办法
1、削减原始过错
为了行进机械加工的精度,要对产生过错的各项原始过错进行分析,关于不同状况所构成的过错选用不同的处理办法,比如精密零件的加工要尽量行进所用机床的几许精度、刚度和操控加工热变形;具有成型表面的零件加工,主要看怎样削减成形刀具形状过错和设备过错。分析出产生过错的原因后,来消除或削减这些要素。
2、补偿原始过错
过错补偿法是运用人为去抵消本来工艺体系中的原始过错,假定原始过错是负值时,人为过错就取正值,相反则取负值,并尽可能使两者大小持平。也可以用一种原始过错抵消另一种原始过错,也尽量使两者大小持平,方向相反,以此来抵达削减加工过错,行进加工精度的作用。
3、搬运原始过错
搬运原始过错指的是搬运工艺体系的几许过错、热变形和受力变形等,比如当机床精度达不到作业夹具的加工要求时,除了要行进机床的精度,还要从工艺和夹具上想办法,使机床的几许过错搬运到不影响加工精度的当地。
4、均分原始过错
加工时,存在毛坯或上道工序过错,就会构成此工序的过错,也会由于工件材料功用的改动,或者是上道工序的工艺改动,会引起改动较大的原始过错。可以选用分组调整均分过错的办法来处理这个问题,意思便是把原始过错的大小均匀分为n组,每组毛坯过错规划就会缩小为本来的1/n,再按各组分别进行调整加工。
5、均化原始过错
在运用研磨工艺时,其本身并不要求具有高精度,但她可以在和工件做相对运动进程中对工件进行微量切削,高点逐渐被磨掉,终使工件抵达高精度。其表面冲突和磨损的进程也便是过错削减的进程,称为过错均化法。实际上便是运用密切联系的表面相互比较、检查找出差异,进行相互修改或互为基准加工,使夹具表面的过错不断缩小和均化。
6、就地加工法
在加工和装配时,有的精度牵扯到零件和部件之间的相互关系,所以并不是只行进零、部件的精度就可以,所以选用就地加工法就可能会处理精度问题,又称为本身加工修配法。
以上是关于怎样行进石墨模具工装夹具加工精度这一问题的答复,经过以上介绍可知可以运用削减原始过错、补偿原始过错、搬运原始过错、均分原始过错、均化原始过错、就地加工法等办法来行进工装夹具的精度,具体可根据不同的需求挑选不同的办法。
想要了解更多石墨模具的内容,可联系从事石墨模具多年,产品经验丰富的滑小姐:13500098659。



最新文章推荐