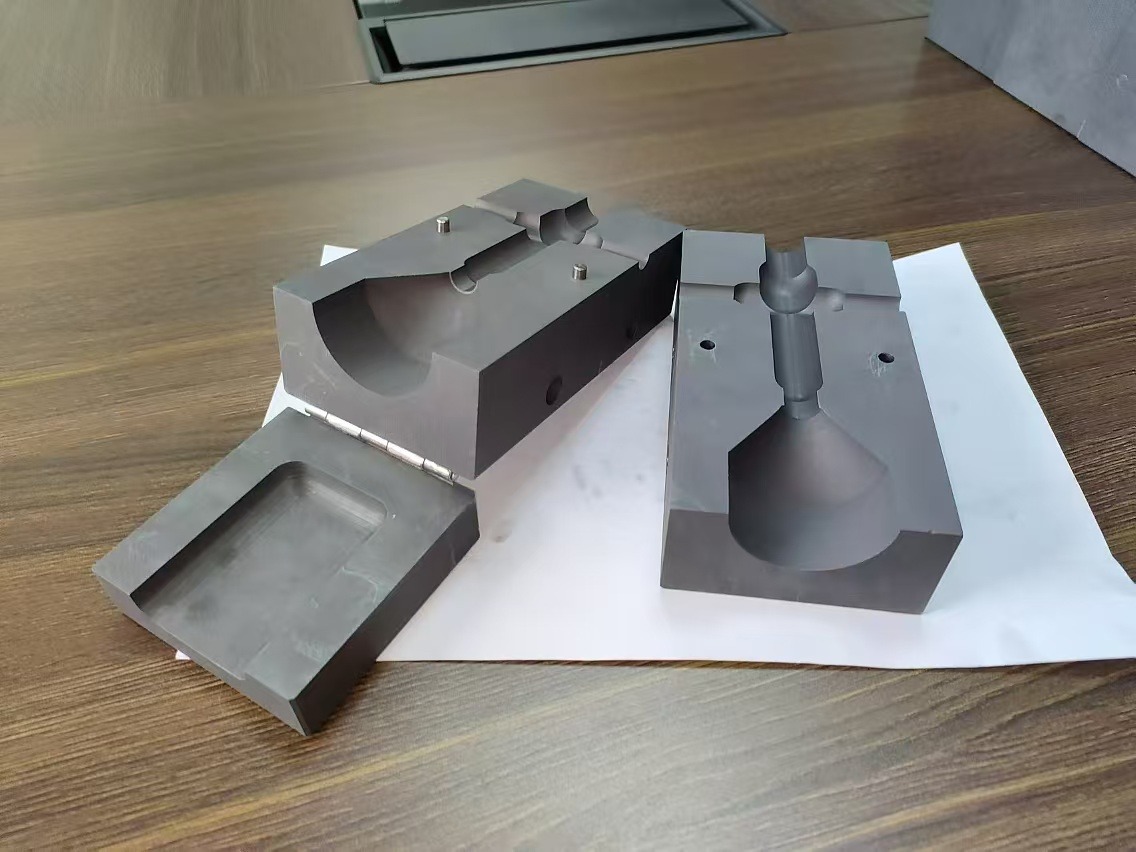
石墨模具抛光工艺流程
石墨模具抛光工艺流程
一、准备工作。
1.清洁石墨模具表面,去除油污、尘土和其他杂质。
2. 检查模具表面是否有缺陷,如划痕、裂纹等。如有需求,进行修正。
3.挑选合适的抛光东西和材料,如砂纸、抛光膏、抛光布等。
二、粗抛。
1.运用较粗的砂纸(如 240 目或 320 目)对模具表面进行开端打磨,去除表面的粗糙部分。
2.打磨时要注意均匀用力,避免在模具表面留下深划痕。
3.不断替换砂纸,逐渐进步砂纸的细度,直到模具表面变得较为润滑。
三、中抛。
1.切换到较细的砂纸(如 400 目或 600 目),持续对模具表面进行打磨。
2.中抛的意图是进一步去除表面的纤细划痕,进步表面的平整度。
3.在打磨过程中,要注意调查模具表面的情况,及时调整打磨方向和力度。
四、精抛。
1.运用更细的砂纸(如 800 目或 1000 目)进行终究的打磨,使模具表面抵达较高的光洁度。
2.精抛时要十分当心,避免过度打磨导致模具表面变薄或变形。
3.能够选用轻轻擦拭的方式,以去除表面的细微瑕疵。
五、抛光膏抛光。
1. 在模具表面涂抹适量的抛光膏,然后用抛光布或羊毛轮进行抛光。
2. 抛光膏的挑选要根据模具的原料和要求的光洁度来确认。
3. 抛光时要坚持抛光布或羊毛轮的清洁,避免杂质混入抛光膏中。
4. 不断替换抛光布或羊毛轮,以保证抛光效果的均匀性。
六、清洁和检查。
1.抛光完成后,用洁净的布擦拭模具表面,去除残留的抛光膏和杂质。
2.仔细检查模具表面,保证没有划痕、瑕疵或其他问题。
3.假如发现问题,需求从头进行抛光或修正。
七、注意事项。
1.抛光过程中要坚持模具表面的湿润,以避免过热和损害。
2.避免在同一方位过度抛光,避免构成表面凹陷或变形。
3.定期替换抛光东西和材料,以保证抛光效果和功率。
4.操作时要佩戴恰当的防护装备,如手套、口罩等。
5.抛光后的模具要妥善寄存,避免遭到碰撞和污染。
以上就是石墨模具抛光的工艺流程,希望对你有所帮忙。在实际操作中,需求根据详细情况进行调整和优化,以抵达最佳的抛光效果。
想要了解更多石墨模具的内容,可联系从事石墨模具多年,产品经验丰富的滑小姐:13500098659。


最新文章推荐