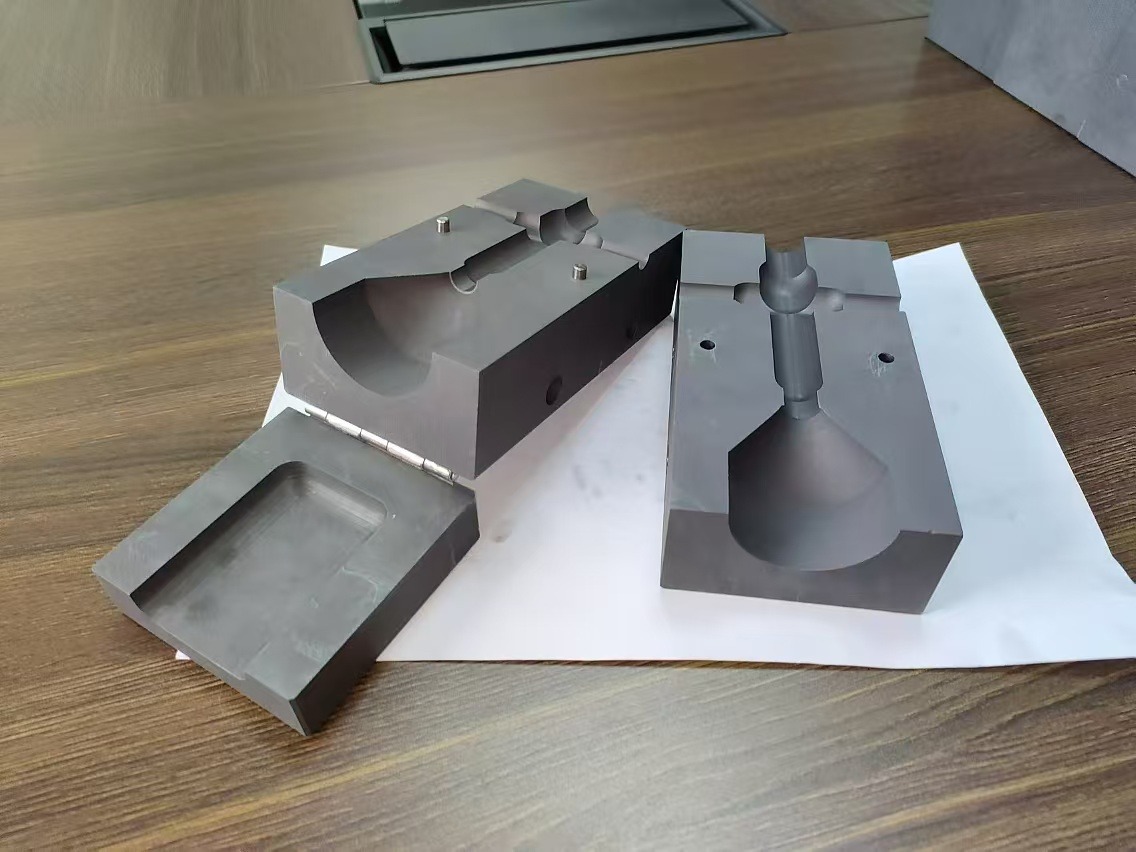
如何使用防雷焊接石墨模具
运用防雷焊接石墨模具的过程如下,这些过程一般遵循放热焊接的基本原理和操作流程:
一、准备工作
清洁模具:
运用加热东西(如烘干箱或喷灯)或进行一次试验性质的熔接,以去除模具内的水汽和杂质。
运用软毛刷或其他软性物质进一步清洁模具,保证模具外表干净无污渍。
准备焊接材料:
将欲连接的接地线水平或垂直放好,并用砂纸打磨熔接部位,去除油渍及污泥。
保证接地线的接头放置于模具中央,以便进行焊接。
二、装置与调整
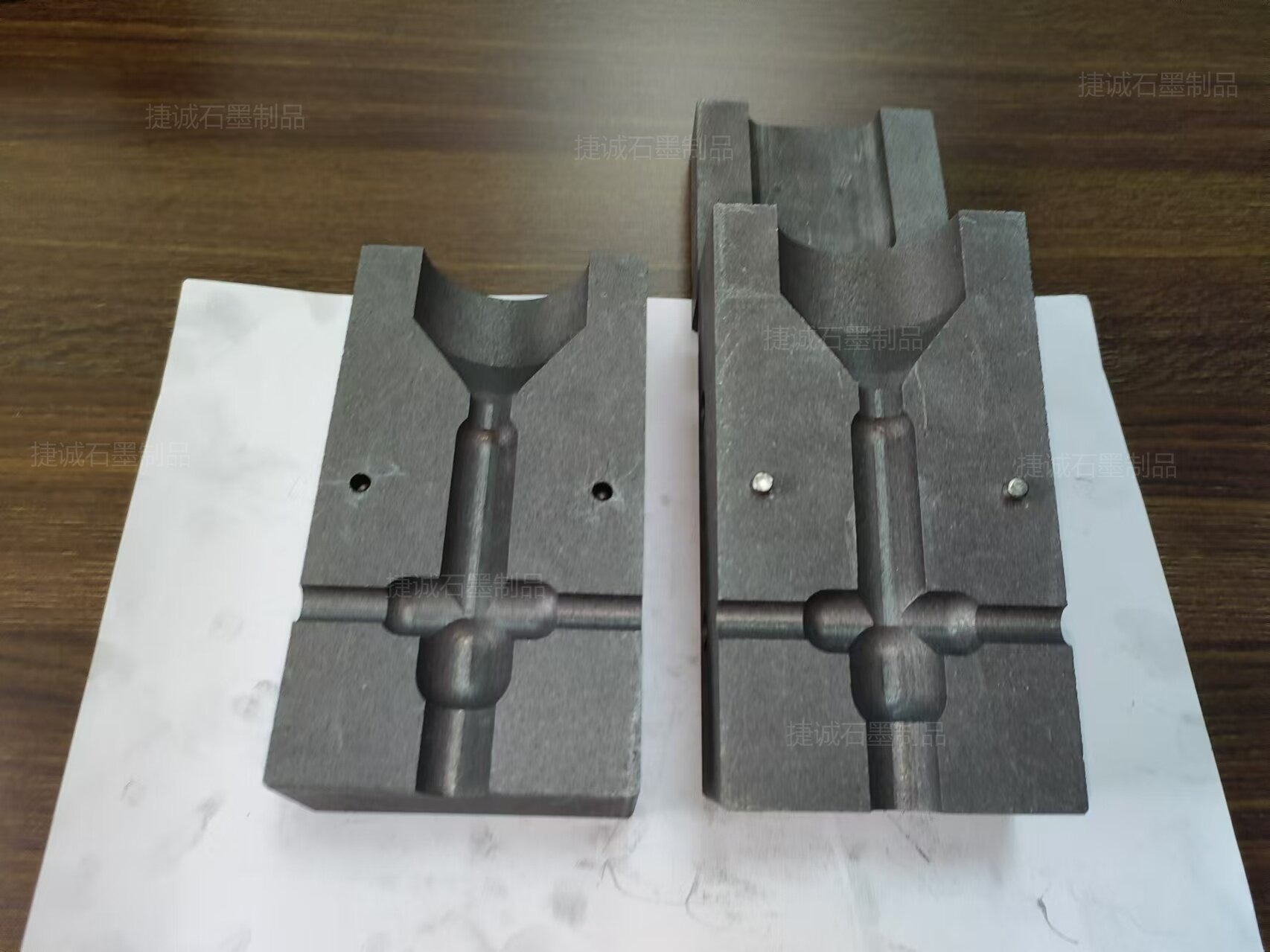
装置模具与模夹:
将接地线放入放热焊接模具内,并运用模夹夹紧至锁定方位。
检查模具接触面的密合度,保证作业时铜液不会从缝隙处渗漏出来。
调整模夹:
根据需要调整模夹的紧密度,以保证熔接作用。
如果模夹的开合需要用较大的力度,则表明夹距未调整到最佳方位,需重新调整。
三、进行焊接
放置金属隔离片与焊粉:
把金属隔离片放进放热焊模具反响腔的底部,保证垫片与放热焊接模具之间无缝隙。
倒入焊粉至反响腔中,并均匀撒上一层引火粉在焊粉外表和模唇上。
焚烧与焊接:
盖上放热焊模具,运用焚烧石向着模唇的引火粉焚烧。
引火粉点燃后,焊粉将产生铝热反响,产生高温并熔化接地线的接头部分。
冷却与固化:
反响进行中,大约15秒左右,待金属溶液彻底凝固。
在此期间,不要移动模具或接地线,防止影响焊接质量。
四、后续处理
翻开模具:
待金属溶液彻底凝固后,翻开放热焊模具。
清洁模具:
清洁模具以备下次运用。注意不要运用金属物质或坚固的东西来去除残渣,防止损坏模具。
防腐处理:
清除焊接部位的焊渣,并在焊接部分涂覆沥青或其他防腐材料,以防止腐蚀。
五、注意事项
安全操作:
在进行焊接时,必须穿戴好防护配备,如防护眼镜、手套和防护服等。
保证操作现场通风良好,防止有害气体对人体造成损伤。
质量检查:
对焊接部位进行质量检查,保证焊接牢固无缺点。
如发现焊接质量欠安或存在缺点,应及时进行修正或更换。
综上所述,运用防雷焊接石墨模具需要遵循必定的过程和注意事项,以保证焊接质量和操作安全。
想要了解更多防雷焊接石墨模具的内容,可联系从事防雷焊接石墨模具多年,产品经验丰富的滑小姐:13500098659。


最新文章推荐