石墨放热焊接模具如何进行安全操作
石墨放热焊接模具如何进行安全操作
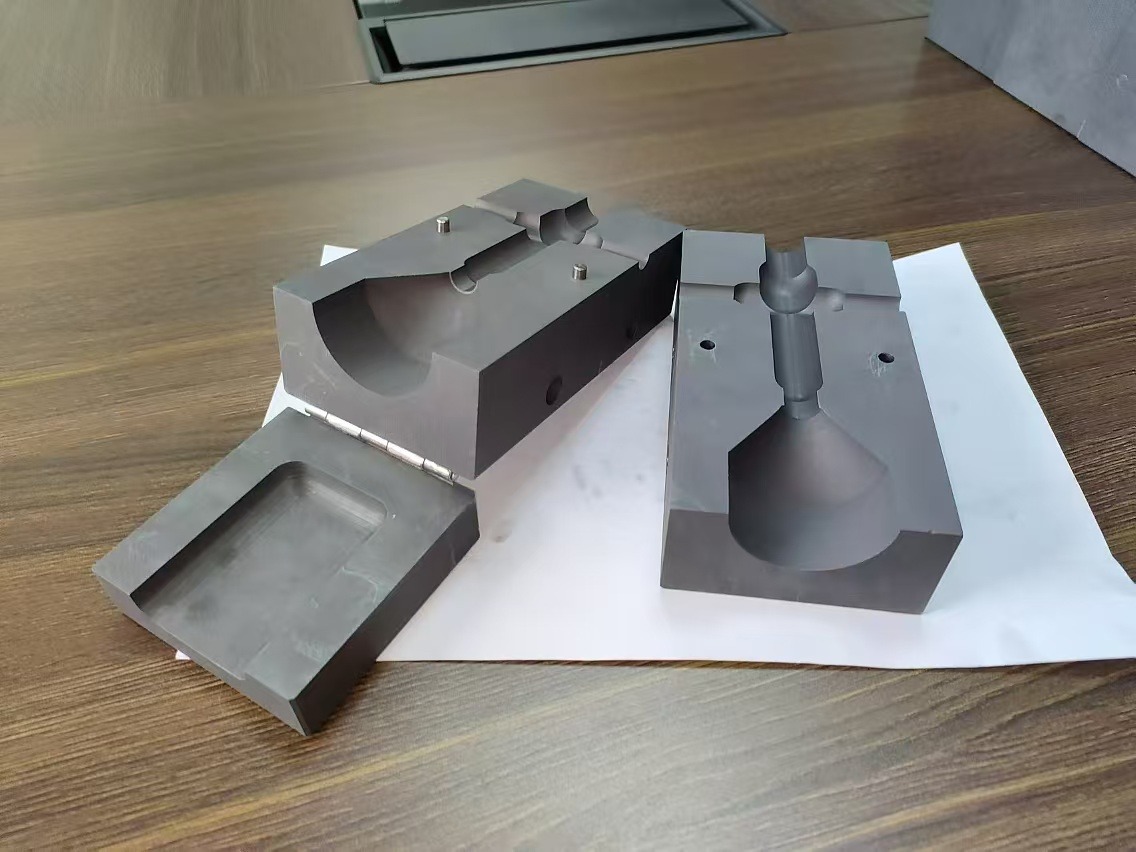
石墨放热焊接模具的安全操作是保证焊接作业顺畅进行和人员安全的重要环节。以下是一些关于石墨放热焊接模具安全操作的具体过程和留意事项:
安全操作过程
查看与预备
在运用石墨放热焊接模具前,首先要查看模具的完整性,保证模具无破损、无变形,而且清洁无杂质。
挑选与焊接点匹配正确类型参数的模具,并装置好模具夹。
预热与装置
为了防止焊接气泡和保证焊接熔融程度,焊接前有必要对模具和需要焊接的工件的连接头同时进行预热。预热温度应根据基体及焊接材料成分而定,可运用喷灯等加热工具进行均匀加热。
将模具装置在焊接位置,并保证模具盖紧锁,熔模闭合处无开缝。
焊接操作
将焊药垫片放入模具底部,倒入焊药焊粉,并在焊粉外表撒上引火粉。留意预留一部分引火粉洒在模具外延,以便从外部顺畅引燃焊粉。
运用焚烧枪点燃留在模具边际的引火粉,并当即远离焊接部位,保证所有人员在安全间隔外(至少1.5米)。
等候焊粉在耐高温的模具中反响,数十秒后打开模具,查看焊接点是否完整。
冷却与取出
当放热焊剂反响完毕后,须待熔模和被焊接件自然冷却10~20秒,以防止烫坏。
运用老虎钳或其他类似工具从熔模中取出被焊接件,防止直接接触熔模和被焊接件。
清洁与保养
焊接完成后,运用整理铲和毛刷等工具整理模具外表的焊渣和杂质,以便下次运用。
定时查看模具的磨损状况,如有损坏应及时更换。
安全留意事项
个人防护
操作人员有必要戴上有必定隔热效果的作业手套,防止烫坏。
如有需要,还应佩戴护目镜等防护装备,以防止飞溅的火花或熔渣伤害眼睛。
现场安全
焊接现场应保持整齐,无易燃物品摆放。在焊接作业前,应整理现场,保证无杂物搅扰。
焊接现场应设置警示标志,禁止无关人员停留或接近。
操作规范
在焚烧前,有必要保证模具盖紧锁,熔模闭合处无开缝,以防止高温熔液走漏。
焚烧时,操作人员应站在安全位置,防止面对熔模开口处。
如遇异常状况或问题,应当即停机查看,并寻求专业人员的协助和主张。
综上所述,石墨放热焊接模具的安全操作需要遵从必定的过程和留意事项。经过规范的操作和严格的安全管理,可以保证焊接作业的安全性和质量。
想要了解更多石墨放热焊接模具的内容,可联系从事石墨放热焊接模具多年,产品经验丰富的滑小姐:13500098659。


最新文章推荐