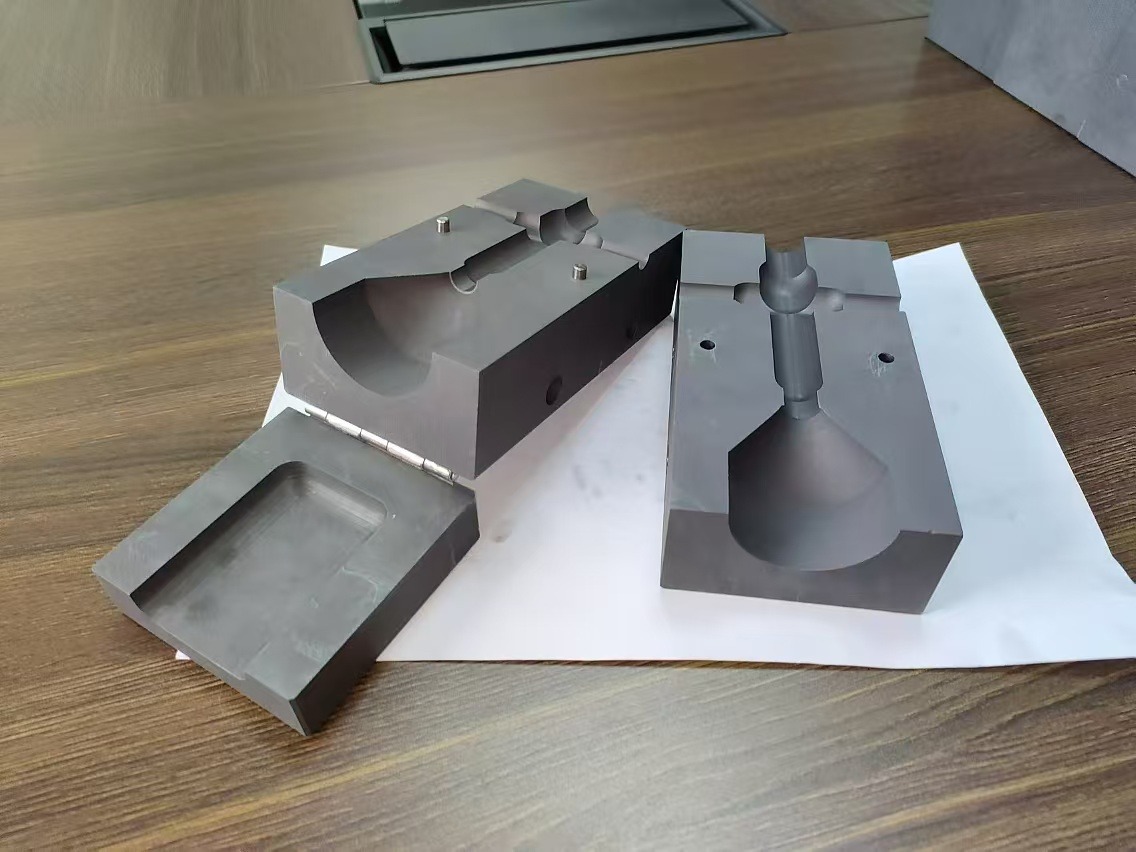
T字型放热焊接石墨模具的温度控制需要注意哪些细节
T字型放热焊接石墨模具的温度操控需求留意以下细节:
一、加热阶段
预热处理:
在正式焊接前,对石墨模具进行适当的预热,以减少模具与高温焊料之间的温差应力,防止模具开裂或变形。预热温度应依据模具原料和焊接工艺要求来确认。
加热速率操控:
加热速率应适中,防止过快导致模具受热不均或过热,以及过慢影响出产功率。加热速率的详细数值应依据模具尺度、焊料类型和焊接工艺要求来确认。
温度均匀性:
在加热过程中,应保证模具各部位的温度均匀上升,防止呈现局部过热或温度不均的情况。能够经过调整加热元件的布局和功率来完成温度均匀性。
二、焊接阶段
焊接温度设定:
依据焊料的熔点和焊接工艺要求,设定合适的焊接温度。焊接温度应高于焊料的熔点,但不应过高以防止损坏模具或发生焊接缺陷。
温度稳定性:
在焊接过程中,应保持模具温度的稳定性,防止温度动摇过大对焊接质量发生不良影响。能够经过运用高精度的温度操控器和稳定的加热体系来完成温度稳定性。
模具与焊料的合作:
保证模具与焊料的紧密合作,以防止焊接过程中热量散失或发生焊接缺陷。一起,留意模具的开口尺度和形状应与焊料的尺度和形状相匹配。
三、冷却阶段
冷却速率操控:
冷却速率应适中,防止过快导致模具内部发生应力或变形,以及过慢影响出产功率。冷却速率的详细数值应依据模具原料、焊接工艺要求和焊后处理要求来确认。
冷却介质挑选:
挑选合适的冷却介质,如冷却水、空气等。冷却介质的温度、流量和流速等参数应依据模具的原料、尺度和焊接工艺要求来确认。
模具维护:
在冷却过程中,应留意对模具的维护,防止模具遭到骤冷骤热的影响而发生裂纹或变形。能够经过运用隔热材料或调整冷却介质的温度和流量来完成模具维护。
四、监控与调整
温度监控:
在整个焊接过程中,应实时监测模具的温度改变,并依据实际情况进行必要的调整。能够运用热电偶、红外测温仪等温度测量设备对模具温度进行准确测量和监控。
反常处理:
如发现模具温度反常升高或下降,应立即中止焊接作业,并查看加热体系、冷却体系以及模具本身是否存在故障或损坏。依据查看成果进行相应的维修或替换。
记载与剖析:
记载每次焊接作业的温度设定值、加热速率、焊接时间、冷却速率等参数,并进行数据剖析。经过数据剖析能够发现潜在的问题并采纳相应的改善办法,以进步焊接质量和出产功率。
综上所述,T字型放热焊接石墨模具的温度操控需求留意加热阶段、焊接阶段、冷却阶段以及监控与调整等多个方面的细节。经过严格操控这些细节,能够保证焊接质量和出产功率的稳定性和可靠性。
想要了解更多T字型放热焊接石墨模具的内容,可联系从事T字型放热焊接石墨模具多年,产品经验丰富的滑小姐:13500098659。


最新文章推荐