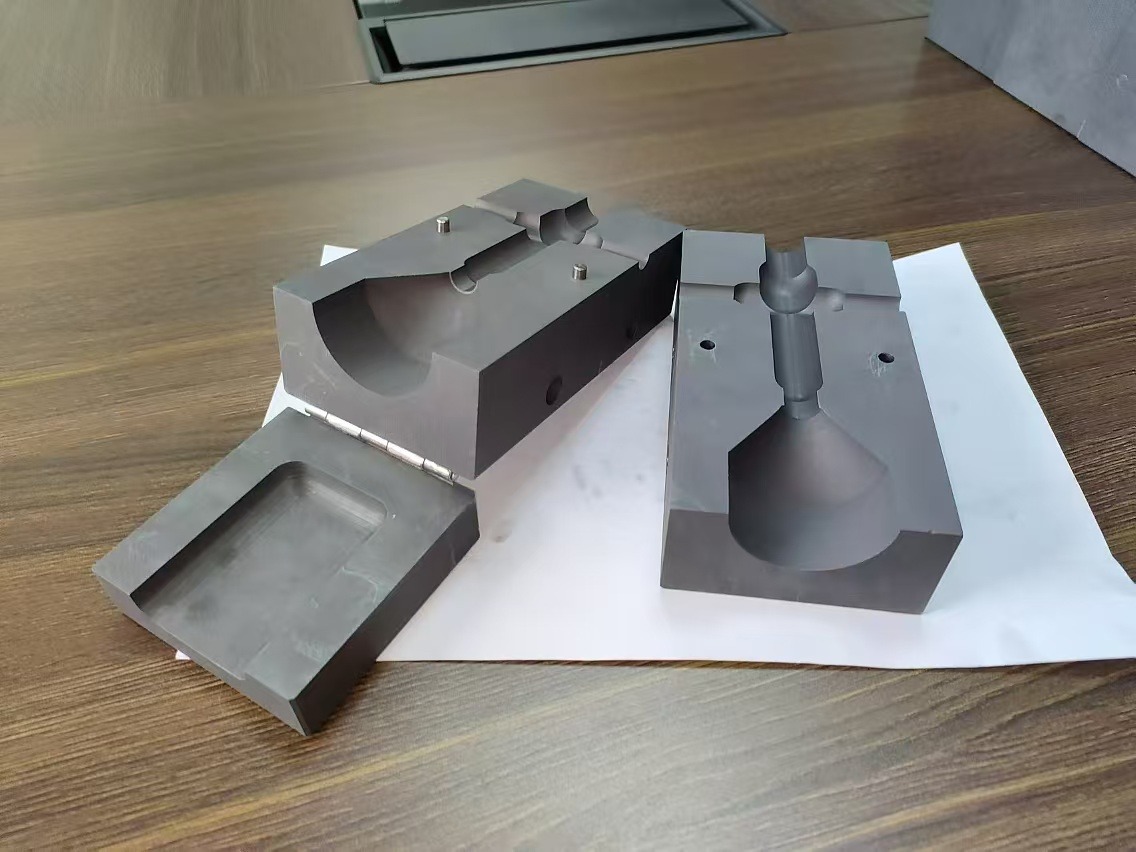
如何控制防雷放热焊接石墨模具的烧结温度
操控防雷放热焊接石墨模具的烧结温度是保证模具质量和功能的关键步骤。以下是一些操控烧结温度的办法和注意事项:
一、设定合理的烧结温度规模
了解材料特性:
石墨材料具有特定的烧结温度规模,这个规模一般通过实验和经历积累来确认。
了解石墨材料的热膨胀系数、熔点等物理特性,有助于设定合理的烧结温度。
确认功能指标:
依据防雷放热焊接石墨模具所需的功能指标(如硬度、强度、导电性等),设定相应的烧结温度规模。
不同的功能指标可能对烧结温度有不同的要求,因而需求进行归纳考虑。
二、运用高精度的温度操控系统
挑选高精度操控器:
采用PID操控器等高精度温度操控系统,以保证烧结温度的稳定性和准确性。
这些系统能够实时监测和调整温度,避免温度动摇对模具质量的影响。
校准温度丈量设备:
运用热电偶、红外测温仪等温度丈量设备,保证丈量成果的准确性。
定时对丈量设备进行校准和保护,以保证其长期稳定运行。
三、挑选适宜的加热办法
电阻加热:
通过电阻丝或电阻带发生热量,对石墨模具进行加热。
电阻加热办法简单牢靠,适用于小型和中型模具的烧结。
感应加热:
使用电磁感应原理,在石墨模具中发生涡流并发生热量。
感应加热办法加热速度快,适用于大型模具或需求快速升温的场合。
辐射加热:
通过红外线等辐射办法将热量传递给石墨模具。
辐射加热办法适用于对温度均匀性要求较高的场合。
四、保证加热元件处于良好状况
查看加热元件:
定时查看加热元件(如加热管、加热丝等)的状况,保证其无损坏或老化。
如有必要,及时替换损坏的加热元件。
优化加热元件安置:
依据烧结炉的详细规划和模具的形状,优化加热元件的安置。
保证加热元件能够均匀加热石墨模具,避免出现局部过热或过冷现象。
五、实时监测和调整烧结温度
运用温度丈量设备:
在烧结进程中,运用热电偶、红外测温仪等温度丈量设备实时监测烧结温度。
记录温度数据,以便后续剖析和调整。
调整加热功率:
依据实时监测的温度数据,及时调整加热功率。
如温度偏高,可下降加热功率;如温度偏低,可添加加热功率。
采取其他办法:
如出现温度动摇过大的情况,可通过调整加热元件的安置、添加保温层等办法来稳定温度。
保证烧结炉内的气氛(如惰性气体保护、真空环境等)符合烧结要求,避免石墨在高温下发生氧化等晦气反响。
六、注意事项
避免温度动摇过大:
温度动摇过大会对石墨模具的质量发生不良影响。
因而,在调整加热功率或采取其他办法时,应保证温度动摇在可控规模内。
定时保护和查看:
定时对烧结炉进行保护和查看,保证加热元件、温度丈量设备等处于良好状况。
坚持炉膛的清洁和干燥,以进步烧结效果。
综上所述,操控防雷放热焊接石墨模具的烧结温度需求归纳考虑多个因素,包括温度设定、加热办法、温度监测和调理等。通过合理的操控办法和注意事项的遵循,能够保证石墨模具在适宜的温度下完成烧结进程,然后取得高质量的产品。
想要了解更多防雷放热焊接石墨模具的内容,可联系从事防雷放热焊接石墨模具多年,产品经验丰富的滑小姐:13500098659。


最新文章推荐