

放热焊接石墨模具的焊接过程是什么
放热焊接石墨模具的焊接进程是一个运用铝热剂化学反响发生的高温来进行金属之间焊接的办法。以下是该进程的具体步骤:
模具与导体准备:
将石墨模具与待焊接的导体进行清洁,去除表面的油污、水迹和其他杂质。
运用烘干设备或天然风干的办法,将模具和导体烘干,保证无水分残留。
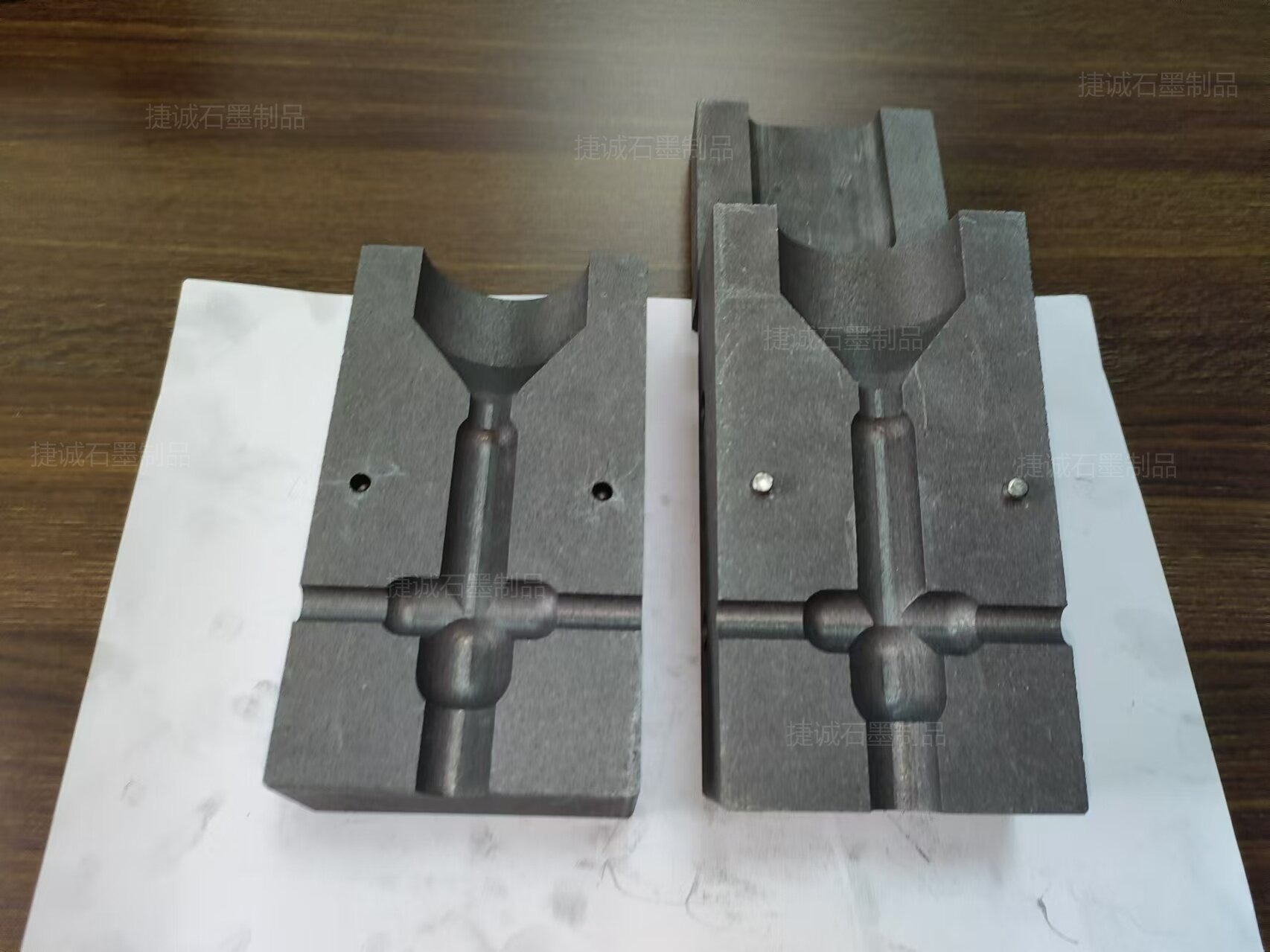
安装模具:
将经过预处理的金属导体(如接地线)放置于石墨模具中型腔的中心方位。
运用模具夹将模具夹紧,保证模具闭合处无缝隙,以避免焊接进程中铜液渗漏。
添加焊粉与引火粉:
在模具的反响腔内底部放置金属隔绝片,保证垫片与模具之间无缝隙。
倒入适量的焊粉至反响腔中。焊粉主要由铝与氧化铜等金属氧化物组成,它们在化学反响中会发生高温。
在焊粉表面均匀撒上一层引火粉,一起留少许在模唇上,以便点着。
燃烧与焊接:
运用专用燃烧枪或燃烧石,从模盖旁边面点着模唇上的引火粉,引发铝热剂化学反响。
焊粉在耐高温的石墨模具中反响,发生很多的热和液态高温铜液。这些热量足以熔化被焊接的金属表面。
等候数十秒,直至焊接反响结束,金属溶液彻底凝结。在此期间,不要移动模具或导体,避免影响焊接质量。
冷却与取出:
待焊接接头彻底冷却后,打开石墨模具,取出焊接好的导体。
清洁模具表面,去除焊渣和其他残留物,为下次运用做准备。
质量检查:
对焊接部位进行外观检查,保证焊缝无明显缺点,如裂纹、夹渣等。
如有必要,对焊接点进行导电功用测验,保证其载流才能与导体相同。
在整个焊接进程中,石墨模具起到了承载和定性的作用,它约束了铝热剂反响发生的高温熔融金属的规模,使熔融金属在模具内活动并终究凝结成所需形状的焊接接头。一起,石墨资料具有优秀的耐高温功用和导热功用,可以接受焊接进程中发生的高温而不损坏,并保证焊接进程的稳定性和安全性。
此外,在焊接进程中还需留意操作人员的安全防护,如穿戴防护眼镜、手套和防护服等,避免有害气体和高温对人体构成危害。一起,保证操作现场通风杰出,以避免有害气体积聚。
想要了解更多放热焊接石墨模具的内容,可联系从事放热焊接石墨模具多年,产品经验丰富的滑小姐:13500098659。


最新文章推荐













