

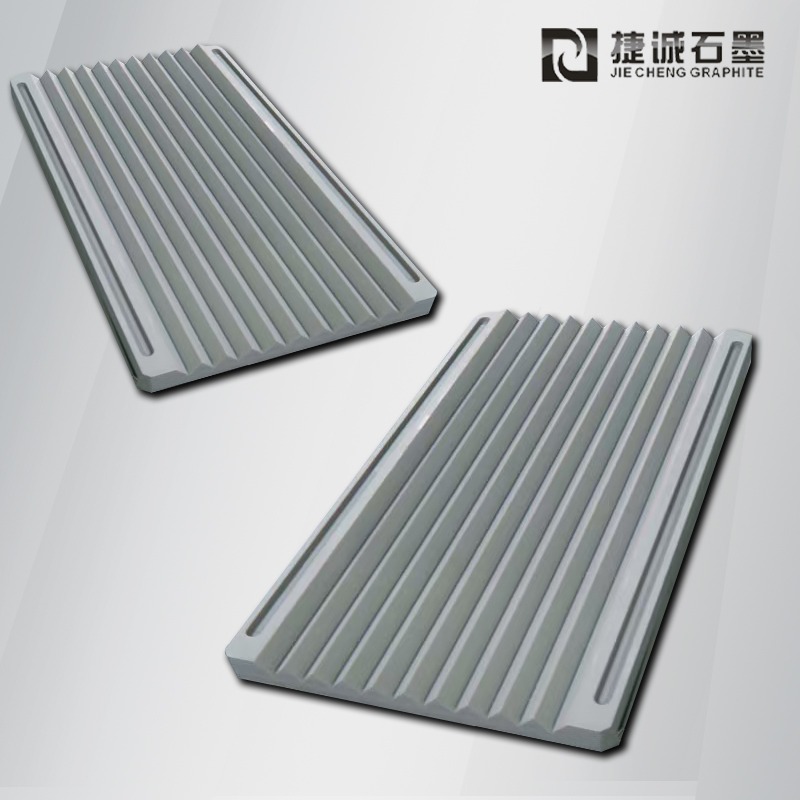
液冷板石墨模具数控粗加工的注意事项
液冷板石墨模具数控粗加工的注意事项如下:
设备挑选与密封性:
石墨加工对设备要求严厉,需选用高强度、密封性好的数控机床,防止石墨粉尘进入设备内部。
吸尘强度要高,主张吸尘口接近加工区域,快速吸尘,并选用定时吹尘规划,防止粉尘滞留。
刀具挑选与磨损操控:
优先选用金刚石涂层硬质合金刀具,防止运用平底刀以防崩边。
刀具应选用平底带R角规划(如0.5R或0.2R),经过圆角过渡削减切削应力。
刀具磨损需实时监测,每加工50模次更换刀片,防止量具等坚固物体触摸刃口。
切削参数优化:
主轴转速操控在8000-12000rpm,进给速度800-1200mm/min,切削深度≤2mm。
加大进给和切深能延伸刀具寿命,但切深不能超过立铣刀直径的1/3,以防止工件边际崩缺。
加工战略与途径规划:
选用“先粗后精”准则,粗加工阶段去除大部分资料,预留余量供精加工。
优化加工途径,削减刀具空行程,优先加工形状简略、精度较低的部位,再处理复杂区域。
加工前在出口端预铣0.5-1mm,防止切削至出口时工件边际崩缺。
夹具与装夹方式:
运用真空治具完成多工件同步加工,保证加工尺度稳定性并削减变形量。
装夹时需操控夹紧力,防止薄壁件或深槽部位因应力会集导致变形。
工件装夹后需进行基准面校准,保证垂直度符合要求。
粉尘防护与安全操作:
加工区域吸尘器风速需>150米/分钟,粉尘排出口风速>600米/分钟。
运用真空治具完成多工件同步加工,保证加工尺度稳定性并削减变形量。
装夹时需操控夹紧力,防止薄壁件或深槽部位因应力会集导致变形。
粉尘防护与安全操作:
加工区域吸尘器风速需>150米/分钟,粉尘排出口风速>600米/分钟,保证粉尘及时排出。
操作人员需佩带防尘口罩及护目镜,定期整理机床内部积尘。
加工完成后需对工件进行烘干处理,防止残留冷却液导致资料受潮。
加工战略与途径规划:
选用“先粗后精”准则,粗加工阶段去除80%资料,预留0.3-0.5mm余量供精加工。
经过途径优化削减刀具空行程,优先加工形状简略、精度较低的部位,再处理复杂区域。
想要了解更多液冷板石墨模具的内容,可联系从事液冷板石墨模具多年,产品经验丰富的滑小姐:13500098659。


最新文章推荐













