

石墨模具,石墨夹具,石墨载具,石墨工装夹具,半导体封装石墨模具,VC烧结石墨治具,电子烧结石墨模具,石墨模具生产厂家

捷诚石墨
13549365158
更多信息资讯扫描二维码咨询了解





-
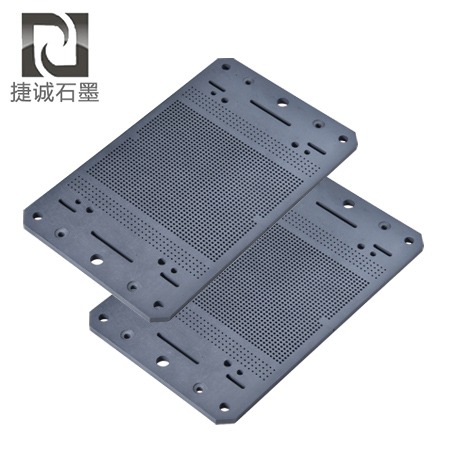
 二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家
二极管玻璃烧结石墨治具,半导体封装石墨模具,电子烧结石墨模具,二极管封装石墨模具,石墨模具,石墨治具,石墨模具加工,石墨模具生产厂家 -
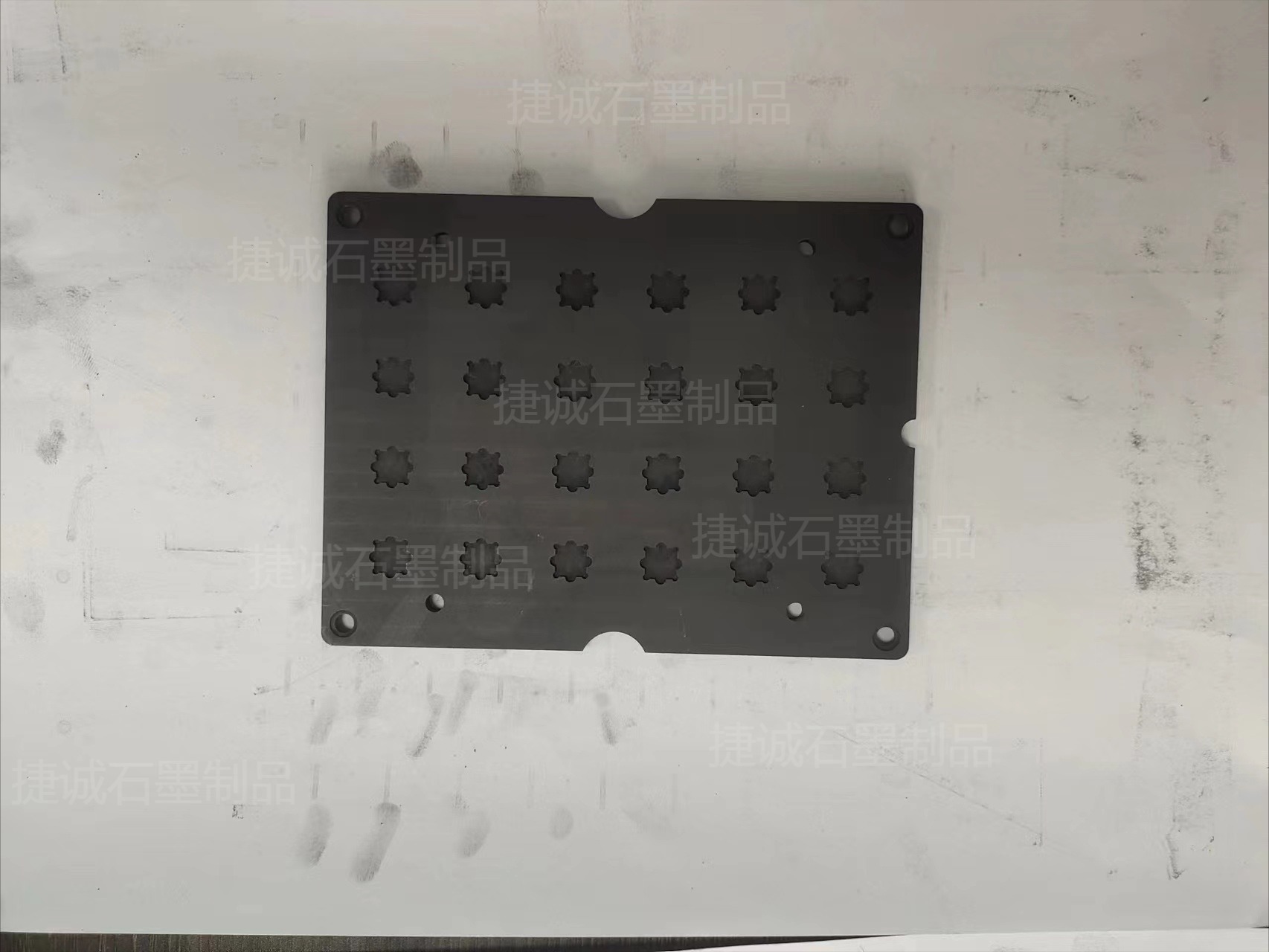
 精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家
精密电子IC封装模具,电子烧结石墨模具,石墨模具,烧结石墨模具,半导体烧结石墨模具,二极管封装石墨治具,石墨模具生产厂家 -
 铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块
铝箔软连接石墨电极,耐用铜箔软连接石墨电极,铜箔覆镍焊接石墨块,软连接石墨块,新能源电池连接片焊接模具,铜软连接焊机石墨电极块 -
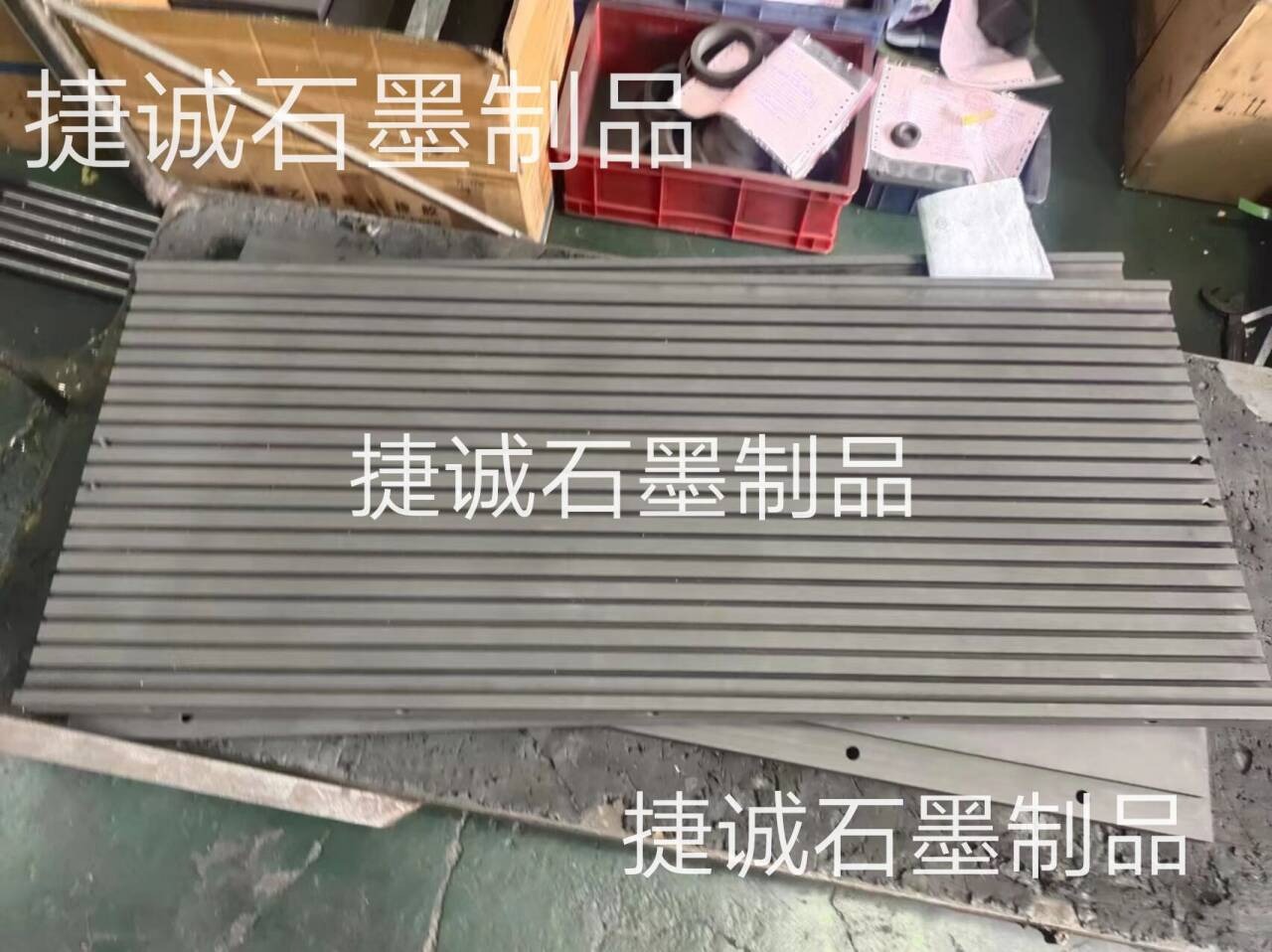
 石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家
石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,铸锭石墨油槽,石墨铸锭槽,石墨油槽生产厂家 -
 石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家
石墨油槽,铸锭石墨油槽,高纯石墨油槽,多槽石墨油槽,耐高溫石墨油槽,金银铸锭石墨模具,石墨油槽石墨铸锭槽,石墨油槽生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家
石墨舟皿,V型石墨舟皿,高纯度石墨舟皿,钨钢烧结用v型石墨舟皿,石墨模具,钨钢烧结用v型石墨舟皿,高纯烧结石墨制品,石墨方舟石墨舟皿,石墨舟皿生产厂家 -
 高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价
高分子扩散焊机石墨电极块,软连接石墨块,抗氧化石墨块,扩散焊治具,极柱焊接石墨块,高分子扩散焊机石墨块,软连接石墨块生产出那个价 -
软连接石墨块,软连接石墨电极,铜箔软连接石墨治具,焊接成型石墨电极,铜箔软连接石墨治具,软连接石墨块生产厂家,抗氧化石墨块
-
软连接焊机石墨块,软连接石墨块,高分子扩散焊石墨块,石墨块,抗氧化石墨块,铜排软连接石墨块,软连接石墨块生产厂家
-
 防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
防雷接地石墨模具,防雷放热焊接石墨模具,防雷石墨模具,焊接石墨模具,防雷放热焊石墨模具,放热焊接石墨模具生产厂家
要前进石墨模具的加工精度,能够从以下几个方面着手:
一、选用高品质材料与优化材料处理
选择高品质石墨材料:高品质的石墨材料具有细密的结构和均匀的颗粒散布,这是前进加工精度的物质基础。在选用时,要归纳考虑材料的热膨胀系数、热导率等物理功能,选择具有高纯度、细密度、低气孔率和低热膨胀系数的石墨材料,如高密度石墨、超细晶石墨、等向石墨等。
优化热处理工艺:针对石墨模具易产生裂纹或缩孔的问题,能够优化热处理工艺,如选用更均匀的加热方法和恰当的冷却速度,以减少热处理进程中产生的缺陷,前进石墨模具的安稳性和精度。
二、选用高精度加工设备与工艺
选用高精度加工设备:运用高精度、高安稳性的数控机床、电火花机床、激光切削机等精密加工设备,这些设备能够供应安稳的工作环境和加工精度。机床的安稳性对加工精度有直接影响,因而要选择具有高刚性和安稳性的机床。
优化加工工艺:归纳考虑石墨材料的特点、加工设备的功能以及实践加工要求,合理选择切削参数、工艺道路等。经过试刀、试模等方法不断改进工艺,前进模具加工的精度和功率。
三、合理规划夹持方法与刀具选择
合理规划夹持方法:夹持方法对加工精度有直接影响。规划合理的夹持方法能够减少材料变形,前进加工精度。夹持时应确保石墨模具的安稳性,防止在加工进程中产生晃动或位移。
优化刀具选择与加工参数:选择适宜的刀具和加工参数对前进加工精度至关重要。能够选用直径较小的球头刀具,并合理设置切削速度、进给速度和加工深度等参数。这些参数的合理选择能够减少切削进程中的抵触和热量产生,从而下降石墨模具的变形和磨损。
四、加强质量控制与过失处理
加强质量控制:建立完善的质量控制系统,对加工进程进行全面控制。包括对材料的质量、设备的质量、工人的素质和操作规范等多方面的控制。一同,对加工完结的石墨模具进行全面检测,包括尺寸公役、形位公役、表面质量等方面的检查。
过失补偿与转移:
过失补偿:运用人为方法去抵消本来工艺系统中的原始过失。例如,当原始过失是负值时,人为过失就取正值,反之则取负值,并尽可能使两者巨细相等。此外,也能够用一种原始过失抵消另一种原始过失,尽量使两者巨细相等、方向相反,以此来到达减少加工过失、前进石墨模具加工精度的效果。
过失转移:将工艺系统的几何过失、热变形和受力变形等转移到不影响加工精度的当地。例如,当机床精度达不到工作夹具的加工要求时,除了要前进机床的精度,还要从工艺和夹具上想方法,使机床的几何过失转移到不影响加工精度的当地。
均分与均化原始过失:
均分原始过失:选用分组调整均分过失的方法,将原始过失的巨细平均分为若干组,每组毛坯过失规划就会缩小,再按各组别离进行调整加工。
均化原始过失:运用研磨工艺等方法,在工件表面进行微量切削,使工件到达高精度。其表面抵触和磨损的进程也是过失减少的进程,称为过失均化法。实践上就是运用密切联系的表面彼此比较、检查找出差异,进行彼此修正或互为基准加工,使夹具表面的过失不断缩小和均化。
综上所述,前进石墨模具的加工精度需要从材料选用、加工设备、加工工艺、夹持方法、刀具选择、质量控制以及过失处理等多个方面入手。经过优化这些方面,能够明显前进石墨模具的加工精度,满意高精度电子产品的出产需求。
